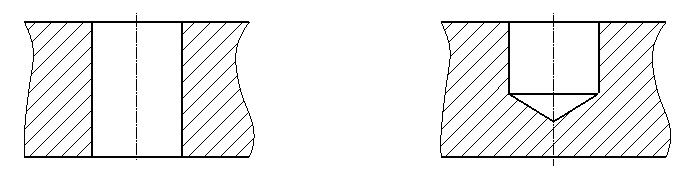
По геометрии отверстия классифицируют на цилиндрические, ступенчатые, фасонные, конические. В детали отверстие может быть сквозным (обеспечивает выход инструмента) и глухим. Для обработки отверстий может применяться различный инструмент: лезвийный (сверла, зенкера, развертки, зенковки, резцы и т.д), абразивный и другие. На рисунке ниже показаны сквозное (слева) и глухое отверстия.
На металлорежущих станках обработка производится лезвийным инструментом, а операция называется аналогично названию инструмента. Для обработки одного отверстия в зависимости от геометрии, точности и шероховатости может применяться несколько операций (центровка, предварительное сверление, растачивание и т.д.)
Для программирования обработки отверстий на станках ЧПУ используют так называемые постоянные циклы сверления.
Постоянный цикл сверления – это макропрограмма, заложенная в систему ЧПУ и вызываемая как функция с передачей параметров обработки. Возникновение циклов сверления уходит своими корнями во времена, когда программист вручную писал управляющую программу для обработки, а система ЧПУ не имела достаточного объема памяти для хранения этой программы.
Поэтому основной целью создания подобного функционала являлось сокращения времени программирования и минимизация кода (количество символов в программе). Постоянный цикл сверления упрощает программу, заменяя несколько ее строк одним блоком.
В коде ИСО 7 бит для программирования постоянных циклов сверления используются G-коды с номерами от 80 до 89 (G80-G89), часть из которых зарезервирована и не используется.
G80 – отмена цикла сверления;
G81 – простое сверление (Single Pecking Drilling);
G82 – сверление с ломкой стружки (Break Chip Drilling);
G83 – глубокое сверление (Deep Drilling);
G84 – нарезка резьбы (Tapping);
G85 – растачивание (Counter Bore);
Как видно из таблицы, номер G функции задет тип операции сверления. Перед тем как вызвать нужный цикл, инструмент позиционируется в нужную точку относительно системы координат. После вызывается цикл сверления с характерными для него параметрами.
Простое сверление (G81)
Данный цикл предполагает непрерывное движение сверла в материале от верха до дна отверстия с заданной скоростью. Для программирования используется код G81. Для сверления отверстия на рисунке ниже, потребует следующий фрагмент управляющей программы. 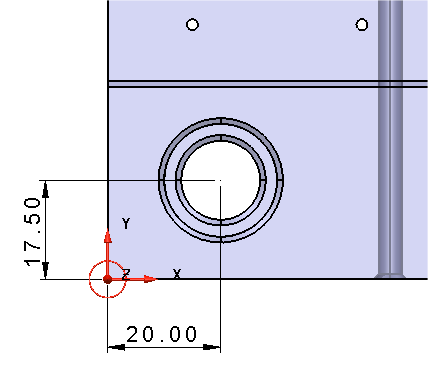
%
O0001
N10 G17 G40 G49 G80 G90 (подготовительная часть УП)
N15 T1 M6 (установка инструмента)
N20 G54 (задание нулевой точки детали)
N25 G0 G43 Z50 H1 (включение корректора на длину)
N30 X20 Y17.50 (выход в точку центра отверстия)
N35 G1 Z15 F500 (выход на безопасную плоскость Z=15мм)
N40 G81 Z-30 R5 F100 (вызов цикла простого сверления)
N45 G80 (отменить цикл сверления)
N50 G0 Z50 (подъем в конечную точку траектории)
N55 M05 (выключить обороты шпинделя)
N60 M30 (конец программы)
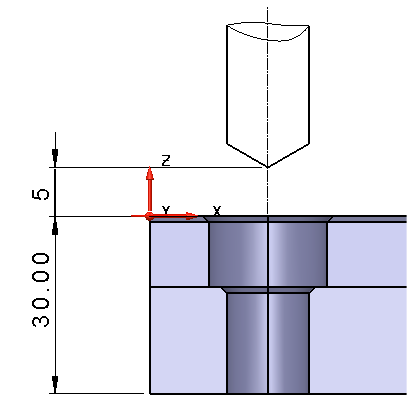
В кадре 40 производится вызов цикла простого сверления G81, согласно которому инструмент опускается на глубину отверстия 30 мм (Drilling Total Depth), которая задается параметром Z-30, после чего будет выведен на плоскость отвода R5 (Clear Plane). На рисунке ниже показан эскиз обрабатываемого отверстия.
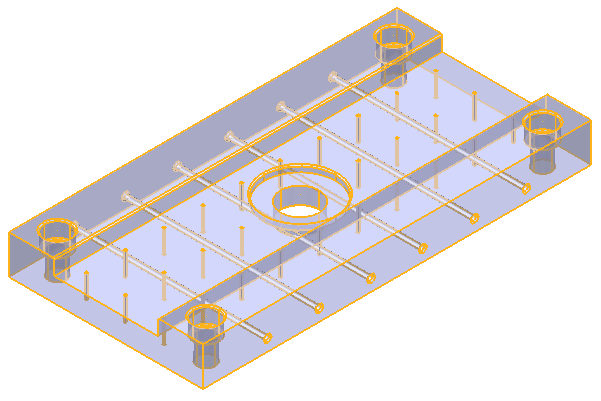
Если необходимо просверлить сразу несколько однотипных отверстий, то после объявления цикла координаты всех отверстий перечисляются построчно. Вызванный цикл будет активным до тех пор, пока не будет выдана команда на окончание цикла сверления G80.
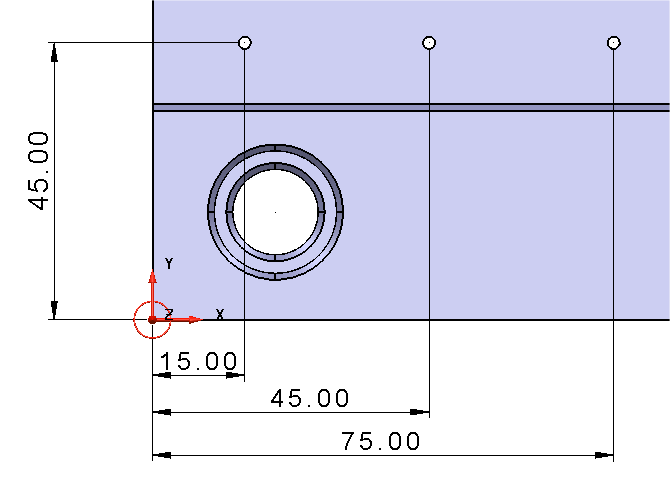
Управляющая программа для обработки нескольких отверстий будет выглядеть следующим образом:
% O0001
N10 G17 G40 G49 G80 G90 (подготовительная часть УП)
N15 T1 M6 (установка инструмента)
N20 G54 (задание нулевой точки детали)
N25 G0 G43 Z50 H1 (включение корректора на длину)
N30 X15 Y45 (выход в точку центра отверстия 1)
N35 G1 Z15 F500 (выход на безопасную плоскость Z=15мм)
N40 G81 Z-30 R5 F100 (вызов цикла простого сверления)
N45 X45 (переход и сверление отверстие 2)
N50 X75 (переход и сверление отверстие 3)
N45 G80 (отменить цикл сверления)
N50 G0 Z50 (подъем в конечную точку траектории)
N55 M05 (выключить обороты шпинделя)
N60 M30 (конец программы)
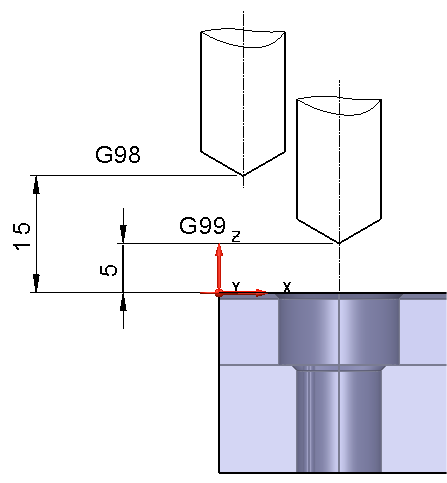
Допускается управлять положением инструмента по оси Z при движении от одного отверстия к другому. Для этого используются коды G98 и G99. При задании кода G98 инструмент отводится на безопасную плоскость – плоскость, на которой инструмент находился перед вызовом постоянного цикла сверления. Код G99 – производит отвод инструмента на плоскость отвода, которая определятся параметром R цикла.
Сверление с ломкой стружки (G82)
Отличается от простого сверления дополнительным параметром P, который устанавливает время выдержки сверла на дне отверстия. Это способствует удалению стружки из отверстия. Задается кодом G82.
G82 Z-30 R5 P1000 F100, где P – время выстоя в 1/1000 сек (в данном примере выстой составит 1 сек).
Глубокое сверление (G83)
Данный цикл сверления предназначен для сверления глубоких отверстий (длина отверстия больше 5 его диаметров). В разной литературе также можно встретить название данного цикла как прерывистое сверление. Это связно с характером движения сверла при обработке отверстия. Во время выполнения цикла инструмент углубляется на расстояние Q, заданное в параметрах, после чего возвращается на плоскость отвода. И так повторяется до тех пор, пока не будет обработано все отверстие. Такая технология позволяет удалять большую часть стружки из отверстия и предотвращает поломку сверла.
Для программирования глубокого сверления используется код G83, со следующим набором параметров.
- Цикл сверления: программирование чпу
- Цикл сверления G81 Fanuc и Haas
- Синтаксис
- Использование
- Работающий
- G98 G99 Режимы
- Пример
- Повторное сверление
- Рабочие примеры
- G98 G99 Пример
- Пример повторного сверления G81
- Сверление двухступенчатого блока с циклом сверления G81
- Двухступенчатый блок для сверления G81
- Сверлильная сетка с циклом сверления G81 — Пример программы ЧПУ
- Программа для сверления решетчатой пластины с помощью G81
- Повторите сверление с циклом сверления G81 и программой примера G91
- Повторное сверление с циклом сверления G81
- Пример программы фрезерования с ЧПУ с постоянным циклом сверления
- Пояснение
Цикл сверления: программирование чпу

Цикл сверления – это макропрограмма, внесенная в систему ЧПУ и вызываемая как функция с передачей параметров обработки. Появление циклов сверления уходит своими корнями в те времена, когда программист вручную писал управляющую программу для выполнения работы, а система ЧПУ не имела достаточного объема памяти для хранения этой программы. В рассматриваемой системе кодирования ряд перемещений инструментов могут задаваться постоянными циклами, задающими общие параметры обработки. К таким циклам относятся, прежде всего, циклы процедур сверления. Циклы задаются функциями G81. G86, G76 и некоторыми другими. В циклах задаются следующие перемещения инструмента: быстрый подвод к детали, рабочие перемещения вдоль оси Z, быстрый отвод от детали, быстрое перемещение между отверстиями. Осуществление цикла начинается с той точки, к которой инструмент подведен к детали по предшествующей команде. Цикл действует в кадре, в котором записана соответствующая команда, а также во всех последующих кадрах, в которых указываются изменения параметров цикла сверления, например, координат выполняемых отверстий. Отмена цикла производится функцией G80. Представленный в качестве примера фрагмент управляющей программы задает сверление отверстий с координатами: (Х=20, Y=0), (Х=60, Y=0), (Х=100, Y=0) с высоты Z=2 мм на глубину Z=-5 мм (в абсолютной системе отсчета).
. G90. N115 X60
N105 G43 X20 Y0 Z50 H4 M8 N120 X100
N110 G81 G98(G99) R2 Z-5 F100 N125 G80.
Перемещение инструментов между отверстиями, возможно, задавать:
- на высоте исходной точки управляющей программы, либо иной точки подвода инструмента к обрабатываемым отверстиям функцией G98;
- на высоте точки начала сверления R функцией G99.
Графическая интерпретация основных циклов сверления приведена на рис. 1: перемещения на рабочей подаче обозначены сплошными линиями, ускоренные перемещения — пунктирными линиями. Цикл короткого сверления по функции G81 (а) включает в себя команды на подачу инструмента в материал с высоты R на рабочей подаче F до точки окончания сверления Z и далее его быстрое возвращение на высоту R. Циклы по функциям G85 и G86 (расточка отверстия разверткой), а также по G84 (нарезание резьбы метчиком) имеют запись в кадре, абсолютно идентичную записи по G81, при этом каждая из команд задает свои, отличные от других, параметры движения инструмента. Цикл движения развертки по G85 (б) задает вход и выход в отверстие инструмента, вращающегося в одном направлении, с рабочей подачей F. Цикл сверления по G86 (в) задает другой тип движения развертки: инструмент входит в материал с рабочей скоростью, затем происходит остановка вращения и далее быстрый выход из отверстия.
Цикл по G83 (д) задает многозаходное (ступенчатое) сверление глубоких отверстий, которое невозможно выполнить за 1 проход. По сравнению с другими циклами здесь появляется дополнительный параметр, обозначенный Q, задающий шаг подачи инструмента, т.е. величину его последовательных углублений до конечной точки сверления.
Цикл по G84 (г) задает нарезание резьбы метчиком, когда рабочая подача F и частота вращения инструмента n жестко связаны между собой: их отношение (F/n) соответствует шагу резьбы. При выходе метчика из отверстия обеспечивается реверсивное вращение шпинделя. Отметим, что при нарезании резьбы метчик следует крепить в специальный патрон с компенсатором. R Z R Z X X Z Z G81 G98 (G99) R. Z-. F. ; G85 G98 (G99) R. Z-. F. ; а) б) R Z R Z X X Z Z G86 G98 (G99) R. Z-. F. ; G84 G98 (G99) R. Z-. F. ; в) г) R Z X Q Z Q Q G83 G98 (G99) R. Z-. Q. F. ; д)

Рис. 1. Графическая интерпретация циклов сверления: а) цикл короткого сверления; б, в) циклы развертывания; г) цикл нарезания резьбы метчиком; д) цикл ступенчатого сверления
Цикл сверления по G76 задает цикл чистовой расточки, которая выполняется специальными расточными головками (рис. 2). Цикл включает в себя подвод инструмента (а), подачу инструмента в отверстие на рабочем ходу (б), остановка вращения шпинделя и отвод резца от обработанной поверхности (в), быстрый выход инструмента из отверстия (г). При программировании чистовой расточки в стандартный кадр цикла сверления вводится дополнительный параметр, определяющий величину и направления отвода резца от обработанной поверхности (смещения) в приращениях:
- ±I смещение резца в направлении оси X;
- ±J смещение резца в направлении оси Y.
В некоторых версиях языка FANUC направление смещения резца определяется системой ЧПУ по умолчанию, а величина смещения (см. обозначение размера отрезка на рис. 2,в) задается параметром Q.

Рис. 2. Графическая интерпретация цикла чистовой расточки: а) подвод инструмента; б) подачу инструмента; в) отвод резца от поверхности; г) выход инструмента
Рассмотрим программирование выполнения группы резьбовых отверстий на примере, представленном на рис. 3. Отверстия выполняются по управляющей программе о3341 (табл. 1) в заранее подготовленных карманах глубиной 10 мм (Z=-10). В операции участвуют три инструмента, осуществляющие следующие переходы:
- выполнение заходных отверстий центровым сверлом Т4 с углом при вершине 90º и диаметром 16 мм;
- сверление отверстий глубиной 26 мм (Z=-26) сверлом Т5 диаметром 8,8 мм;
- нарезание резьбы М10х1,25 глубиной 20 мм (Z=-20) метчиком Т6.
Отметим, что координаты точки начала цикла сверления R и точки окончания сверления Z задаются в абсолютной системе отсчета. Глубина входа центрового сверла в материал рассчитана таким образом, что после выполнения отверстий под резьбу диаметром 8,8 мм на плоскости остаются следы от метчика, которые служат заходными фасками для метчика. При расчете перемещений метчика учитывается сбег резьбы предусмотрен его вход в материал на глубину 22 мм при заданной глубине резьбы 20 мм. Все перемещения инструментов между отверстиями выполняются по команде G98 на высоте исходной точки управляющей програмы равной 50 мм: Z=50. Как видно из эскиза, перемещения инструментов между отверстиями по G99 (на координате точки начала сверления Z=-9) были бы невозможны из-за наличия препятствий на их пути в виде стенок карманов.

Рис. 3. Пример выполнения группы резьбовых отверстий
Цикл сверления G81 Fanuc и Haas

Цикл сверления G81 используется для простых операций сверления / точечного сверления.
Элементы управления фрезерными станками с ЧПУ, такие как Fanuc, Haas и т. д., имеют множество стандартных постоянных циклов, встроенных в систему управления с ЧПУ, эти постоянные циклы облегчают жизнь программиста / установщика / оператора станка с ЧПУ, поскольку постоянные циклы легко программировать и отлаживать.
Синтаксис
| Параметр | Описание |
|---|---|
| X | Положение отверстия по оси X. |
| Y | Положение отверстия по оси Y. |
| Z | Глубина, инструмент будет перемещаться с подачей на глубину Z, начиная с плоскости R. |
| R | Положение плоскости R. |
| K | Количество повторений цикла (при необходимости) |
| F | Скорость подачи. |
После определения цикла сверления G81 постоянный цикл повторяется в каждой позиции XY в последовательных кадрах. Таким образом, он должен быть отменен с помощью G80.
Использование
В приведенном выше примере сверление начнется с цикла сверления G81 в X10 Y30, поэтому первое сверление будет в X10 Y30, затем второе в Y10, третье в X30, четвертое в Y30, пятое в X90 и последнее в Y10, потому что следующий блок имеет код G80, поэтому цикл сверления больше не будет повторяться.
Работающий
Здесь кратко описано, как работает цикл сверления G81,
1- Ускоренный переход к заданному положению оси x, y (положение сверления).
2- Ускоренный переход в положение плоскости R.
3- Сверление с заданной подачей из положения R-плоскости в положение Z-глубины.
4- Ускоренный переход на начальный уровень или R-плоскость зависит от режимов G98, G99.
G98 G99 Режимы
После завершения глубины сверления возврат осуществляется с помощью быстрой подачи, высоту возврата можно регулировать с помощью G98 или G99.
G98 Drill вернется на начальный уровень
G99 Drill вернется в R-плоскость.
G98, G99 можно использовать несколько раз во время цикла сверления.
Пример
Повторное сверление
С помощью цикла сверления G81 операцию сверления можно повторять несколько раз. Сверление повторяется K раз, если этот параметр задан с циклом сверления G81.
Повторное сверление обычно используется в инкрементальном режиме G91, и хорошим примером повторного сверления является сверление по решетчатой пластине. ниже приведен пример повторного сверления.
Рабочие примеры
G98 G99 Пример
Пример повторного сверления G81
ИЛИ
Сверление двухступенчатого блока с циклом сверления G81
Пример программы цикла сверления G81, который показывает, как можно экономично сверлить ступенчатый блок.
Программный код ЧПУ не требует пояснений, никаких сложных методов не используется.
Двухступенчатый блок для сверления G81
Сверлильная сетка с циклом сверления G81 — Пример программы ЧПУ
Мастерские станков с ЧПУ имеют дело с разнообразными компонентами, конечно, машинисты с ЧПУ программируют и обрабатывают их.
Но специалисты по ЧПУ также должны понимать и применять на практике новые и экономичные способы обработки детали.
Следующий пример программирования с ЧПУ может быть запрограммирован различными способами. Метод программирования, используемый в этом примере программы, использует цикл сверления G81 с режимом инкрементального программирования G91, что упрощает программирование.
Система ЧПУ Fanuc использует K с циклом сверления G81 для повторения цикла сверления.
В системе ЧПУ Haas используется L для повторения цикла сверления G81.
Следующая программа с ЧПУ написана для станка с ЧПУ HAAS, но может быть легко преобразована для ЧПУ Fanuc.
Вы также можете прочитать другой пример программирования с ЧПУ, который показывает ту же технику для ЧПУ Siemens.
Программа для сверления решетчатой пластины с помощью G81
В приведенной выше программе с ЧПУ G90 Абсолютный режим программирования используется при запуске нового ряда для сверления. Хотя можно использовать программирование G91 Incremen0tal, но использование G90 делает эту программу легкой для чтения, понимания и отладки (если что-то пойдет не так).
Повторите сверление с циклом сверления G81 и программой примера G91
Вот еще один пример программирования цикла сверления G81, который иллюстрирует использование повторного сверления в режиме инкрементального программирования G91.
Повторное сверление с циклом сверления G81
Пример программы фрезерования с ЧПУ с постоянным циклом сверления
Пояснение
O10075 Номер программы (в памяти ЧПУ много программ, поэтому они различаются по номеру).
N1- Замена инструмента (M06) на инструмент № 16
N2- Инструмент быстро перемещается (G00) в первую позицию сверления X0,5 Y-0,5 с учетом нулевого смещения-№. 1 (G54)
N3- Шпиндель начинает вращаться по часовой стрелке (M03) со скоростью 1450 об / мин (S1450).
N4- Сверло проходит глубину Z1. с учетом коррекции на длину инструмента (G43 H16) включается подача СОЖ (M08).
N5- Параметры цикла сверления (G81), глубина сверления (Z) и подача резания (F) задаются, с помощью этой команды выполняется первое сверление в текущей позиции (X0,5 Y-0,5).
N6- По мере продолжения цикла сверления он работает с каждым перемещением оси, поэтому следующее сверление выполняется на X1,5
N7- Третье отверстие на Y-1.5
N8- Четвертое отверстие на X0,5
N9- Цикл сверления отменен (G80), охлаждающая жидкость отключена (M09).
N10- Принимая во внимание систему координат станка (G53), сверло переводится в положение Z0. Коррекция на длину инструмента отменяется (G49), вращение фрезы останавливается (M05).