 До широкого распространения станков с ЧПУ зубья звездочек цепных передач нарезали чаще всего на обычных фрезерных станках дисковыми фрезами в делительных головках или – реже — червячными фрезами на зубофрезерных станках. Но для полного соответствия профиля зуба.
До широкого распространения станков с ЧПУ зубья звездочек цепных передач нарезали чаще всего на обычных фрезерных станках дисковыми фрезами в делительных головках или – реже — червячными фрезами на зубофрезерных станках. Но для полного соответствия профиля зуба.
. при обработке дисковой фрезой теоретическому профилю необходимо для каждого числа зубьев звездочки изготовить «свою» фрезу. Производство огромной номенклатуры дорогостоящих фрез экономически нецелесообразно, и для цепи одного типоразмера стали делать 5 фрез, как некий компромисс между точностью получаемого профиля и стоимостью.
Фреза №1 – для z=7 и 8
Фреза №2 – для z=9…11
Фреза №3 – для z=12…17
Фреза №4 – для z=18…35
Фреза №5 – для z>35
Сегодня на станках плазменной, лазерной, электроэрозионной, гидроабразивной резки с ЧПУ, фрезерных с ЧПУ можно изготавливать без специального дорогостоящего инструмента звездочки цепных передач с профилями зубьев точно соответствующими теории. Это, безусловно, положительно сказывается на износостойкости и цепи и зубьев при эксплуатации передачи.
При создании управляющей программы для изготовления профилей зубьев звездочки цепной передачи в большинстве случаев необходимо получить или сделать dxf-файл с чертежом контура детали в натуральную величину (в масштабе 1:1).
Современные CAD-программы для конструкторов-механиков решают эту задачу за «пару кликов мышью». Представленный далее геометрический расчет звездочки цепной передачи в Excel покажет – «как они это делают» и поможет сделать чертеж тем, у кого нет этих дорогостоящих CAD-программ.
- Расчет в Excel профиля звездочки.
- Программа в MS Excel:
- Формулы:
- Алгоритм построения профиля зуба:
- Заключение.
- Определить диаметр делительной окружности звездочки для цепной передачи
- Определить диаметр делительной окружности цепной передачи
- Конструирование звездочек цепных передач
- Размеры венца звездочек
- Расчет в Excel профиля звездочки.
- Программа в MS Excel:
- Формулы:
- Алгоритм построения профиля зуба:
- Конструкция ступицы и диска звездочек цепных передач
- Правила выполнения рабочих чертежей звездочек для пластинчатых цепей
- Материалы звездочек цепных передач
- Как изготовить звёздочку без специального оборудования.
- Как рассчитать диаметр звездочки зная число зубьев
- Размеры венца звездочек
- Расчет в Excel профиля звездочки.
- Программа в MS Excel:
- Формулы:
- Алгоритм построения профиля зуба:
- Расчет цепной передачи
- 46. Величины dd и De в зависимости от z при t = 10
- Параметры выбора звездочек
- Звездочки для цепей
- Параметры и режимы ускоренных стендовых испытаний цепей на надежность
- Угловые параметры зубьев звездочек φ, γ и β в зависимости от z
- Конструкция ступицы и диска звездочек цепных передач
- Конструкция ступицы и диска звездочек цепных передач
- Материалы звездочек цепных передач
- Как рассчитать диаметр звездочки зная число зубьев
- Конструкция ступицы и диска звездочек цепных передач
- Размеры венца звездочек
- ПРЕДЕЛЬНЫЕ ОТКЛОНЕНИЯ
- Расчет звездочки цепной передачи
- Расчет в Excel профиля звездочки.
- Программа в MS Excel:
- Формулы:
- Алгоритм построения профиля зуба:
- Заключение.
Расчет в Excel профиля звездочки.
Расчет звездочки цепной передачи выполняется по формулам Таблицы 1 и Таблицы 2 ГОСТ 591-69. Расчет некоторых дублирующих размеров я не стал выполнять, а оставшиеся, необходимые для прорисовки профиля параметры, расположил в таблице в порядке выполнения построений.
Программа в MS Excel:
Исходных данных — всего два, по ним автоматически определяются все расчетные параметры. Пользователь вводит число зубьев звездочки и выбирает из выпадающего списка цепь по ГОСТ 13568-97, все остальное происходит автоматически!
Проектировочный расчет в Excel роликовой цепной передачи, определяющий исходные данные для рассматриваемой программы, в подробном изложении найдете здесь.

Формулы:
Формулы в программе, как было замечено выше, расположены не в логической последовательности выполнения вычислений, а в порядке потребности в значениях размеров для выполнения геометрических построений.
9. λ = t / d1
10. K =f( λ )
при λ ≤1,5 K =0,480
при 1,5 λ ≤1,6 K =0,532
при 1,6 λ ≤1,7 K =0,555
при 1,7 λ ≤1,8 K =0,575
при λ >1,8 K =0,565
Последнее значение K явно выбивается из логической цепи чисел, но соответствует ГОСТ 591-69. Ошибка в ГОСТе? Скорее всего — да. (Никто не удосужился за почти 50 лет ее исправить. ) Однако, ошибка не критическая. Во многих источниках K =0,5 вне зависимости от значения λ .
11. γ =180/ z
12. De = t *( K +1/tg ( γ ))
13. dд = t /sin( γ )
14 . Di = dд -2* r
15 . e /2=0,015* t
В точных кинематических реверсивных передачах следует назначить e =0.
16. r =0,5025* d1 +0,05
17. α =55-60/ z
18. r1 =0,8* d1 + r
19. β =18-56/ z
20. FG = d1 *(1,24*sin( φ ) — 0,8*sin( β ))
21. φ =17-64/ z
22. r2 = d1 *(1,24*cos ( φ )+0,8*cos ( β ) -1,3025) -0,05
23. bn =f ( b1 )
при n =1 bn =0,93* b1 -0,15
при n =2 и n =3 bn =0,90* b1 -0,15
при n =4 bn =0,86* b1 -0,3
24. Bn =( n -1)* A + bn
25. Dc = t *1/tg ( γ ) -1,3* h
26. r3 =1,7* d1
27. h3 =0,8* d1
28. r4 =f ( t )
при t ≤35 r4 =1,6
при t >35 r4 =2,5
Алгоритм построения профиля зуба:
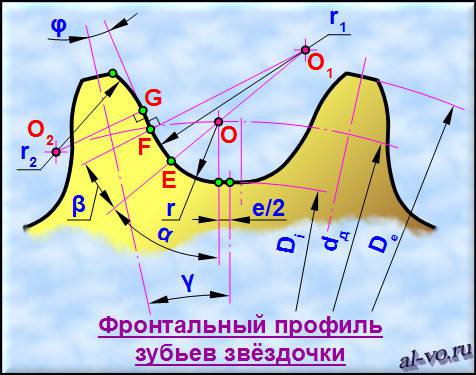
1. Из центра звездочки проводим вертикальную осевую линию через центр будущей впадины и наклоненную на угол γ осевую линию, которая пройдет через центр зуба.
2. Из того же центра строим три окружности – выступов, с диаметром De ; делительную, с диаметром dд ; и впадин, с диаметром Di .
3. Чертим осевую линию параллельную вертикальной осевой, отступив от нее на расстояние, равное половине смещения — e /2.
4. Из центра O — пересечения делительного диаметра и смещенной осевой линии — строим дугу с радиусом r и углом α .
5. На продолжении отрезка EO находим точку O1 (EO1= r1 ) и проводим дугу радиусом r1 на угол β .
6. Из точки F откладываем отрезок FG под углом φ к наклонной осевой, проходящей через центр зуба.
7. На перпендикуляре к отрезку FG, проведенном из точки G, находим центр O2 (GO2= r2 ) и чертим из точки G дугу радиусом r2 до пересечения с диаметром окружности выступов.
Фронтальный профиль зуба построен. Осталось сделать зеркальную копию профиля вправо от вертикальной оси и размножить по всей окружности.
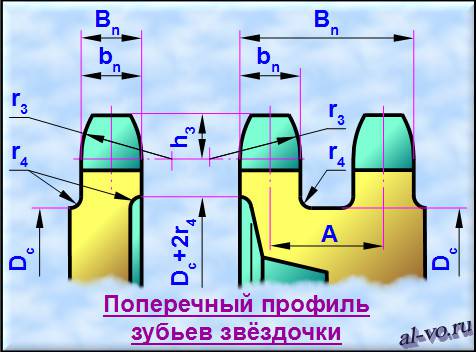
Построение поперечного профиля зубьев звездочки, думаю, не требует каких-либо дополнительных пояснений. Единственное, на что хотелось бы обратить внимание, это — выполнение диаметра обода Dc . Если его по невнимательности завысить, ролики цепи не «сядут» во впадину, и цепь будет опираться на звездочку торцами боковых пластин… (Недолго будет опираться…)
Заключение.
Расчет звездочки цепной передачи был выполнен в разрезе определения геометрических размеров профиля зубьев, достаточных для выполнения чертежа венца. Допуски на изготовление звездочки следует назначать по Таблице 3 ГОСТ591-69. В справочном приложении к этому ГОСТу есть обширные таблицы с рассчитанными параметрами звездочек для конкретных марок цепей. Часть данных из этих таблиц вы можете использовать для проверки выдаваемых программой в Excel результатов.
Уважающих труд автора прошу скачать файл с расчетной программой после подписки на анонсы статей в окне, размещенном в конце статьи или в окне наверху страницы!
Определить диаметр делительной окружности звездочки для цепной передачи
Классификация передач. Приводные роликовые цепи различают (рис. 77): однорядные нормальные (ПР), однорядные длиннозвенные облегченные (ПРД), однорядные усиленные (ПРУ), двух (2ПР)-, трех (ЗПР)-и четырехрядные (4ПР) и с изогнутыми пластинками (ПРИ).










Рис.77. Виды приводных цепей: а – втулочная однорядная, б – роликовая однорядная, в – роликовая двухрядная, г – роликовая с изогнутыми пластинами, д – зубчатая, е – фасонозвенная крючковая, ж – фасонозвенная штыревая.
Назначение. Цепные передачи относится к механическим передачам зацепления с гибкой связью и применяют для передачи вращательного вращения между валами расположенным на значительных расстояниях и при необходимости обеспечить постоянное передаточное отношение. Цепная передача состоит из расположенных соосно на некотором расстоянии друг от друга звездочек, и охватывающей их цепи. Вращение ведущей звездочки преобразуется во вращение ведомой благодаря сцеплению цепи с зубьями звездочек. В связи с вытягиванием цепей по меpe их износа натяжное устройство цепных передач должно регулировать натяжение цепи. Это регулирование, по аналогии с ременными передачами, осуществляют либо перемещением вала одной из звездочек, либо с помощью регулирующих звездочек или роликов.
Преимущества. Благодаря зацеплению отсутствует скольжение тягового органа. Возможность передачи движения между валами на большие расстояния (до 8М). Меньшие габариты, чем у ременных передач, особенно по ширине. Меньшие нагрузки на опоры валов передачи. Возможность передачи вращения одной цепью нескольким валам. Больший КПД.
Недостатки. Повышенный шум и вибрации вследствие удара звеньев цепи по звездочкам, которые повышаются с увеличением ее скорости. Увеличение шага цепи в процессе эксплуатации в связи с ее износом. Необходимость устройств для натяжения цепей. Отсутствие жидкостного трения в шарнирах увеличивает их износ поэтому необходима смазка периодическая или постоянная. Скорость цепи неравномерна, особенно при малых числах зубьев звездочек, что создает дополнительные динамические нагрузки и колебания передаточного числа.
Сферы применения. Цепные передачи применяют в транспортных, сельскохозяйственных, строительно-дорожных, горных и нефтяных машинах, а также в металлорежущих станках.
По мощности передачи применяются при  100КВт, (в некоторых передачах до 3000КВТ), по окружной скорости —
100КВт, (в некоторых передачах до 3000КВТ), по окружной скорости —  15М/с, по передаточным числам
15М/с, по передаточным числам  7, КПД цепных передач
7, КПД цепных передач  0,94…0,97.
0,94…0,97.
Геометрический расчет. Центры шарниров цепи при зацеплении с зубьями звездочки располагаются на делительной окружности звездочек, который определяется
 , (13.1)
, (13.1)
Где Р — Шаг цепи;  — Число зубьев звездочки.
— Число зубьев звездочки.
Для приводных цепей зубья звездочек определяют все размеры зубьев, а также диаметр вершин  И впадин
И впадин  зубьев этих звездочек (рис. 78).
зубьев этих звездочек (рис. 78).
Минимальное межосевое расстояние Атіп Цепной передачи принимают в зависимости от передаточного числа И Передачи и условия, что угол обхвата цепью меньшей звездочки составляет не менее 120°, т. е. при И Расчет цепной передачи — 2.3 out of 5 based on 43 votes
Определить диаметр делительной окружности цепной передачи
Конструирование звездочек цепных передач
Размеры венца звездочек
При конструировании звездочки цепных передач учитывают, что она должна выполнять ряд основных функций:
- передавать момент вращения с ведущего вала на ведомый;
- захватывать и высвобождать звенья цепи без рывков и ударов;
- удерживать механизм в плоскости вращения.
Для этого ее форма и размеры должны строго соответствовать результатам расчета.
Согласно рекомендациям ГОСТ 591-69, регламентирующего звездочки к приводным роликовым и втулочным цепям при проектировании исходят из следующих начальных параметров:
- шаг цепи t;
- количество зубцов z;
- диаметр окружности зацепления d1;
Основные размеры, определяющие геометрическую форму изделия, это:
- диаметр делительной окружности D дел;
- диаметр окружности выступов D выст;
- радиус впадин r;

Расчет параметров звездочки цепной передачи по заданному шагу цепи осуществляется в следующей последовательности:
- Оси шарниров звеньев во время зацепления с зубцами цепного привода располагаются на делительной окружности, расчет диаметра проводят по формуле:
- Расчет окружности выступов:
- Расчет радиуса впадин (в мм) r = 0,5025 * d1 + 0,05.
- Расчет диаметра окружности впадин D впад = D дел — 2 * r.
При построении чертежа звездочки для цепной передачи D выст рассчитывают с точностью до 0,1 миллиметра, другие параметры-с точностью до 0,01 мм.
Расчет в Excel профиля звездочки.
Расчет звездочки цепной передачи выполняется по формулам Таблицы 1 и Таблицы 2 ГОСТ 591-69. Расчет некоторых дублирующих размеров я не стал выполнять, а оставшиеся, необходимые для прорисовки профиля параметры, расположил в таблице в порядке выполнения построений.
Программа в MS Excel:
Исходных данных — всего два, по ним автоматически определяются все расчетные параметры. Пользователь вводит число зубьев звездочки и выбирает из выпадающего списка цепь по ГОСТ 13568-97, все остальное происходит автоматически!
Проектировочный расчет в Excel роликовой цепной передачи, определяющий исходные данные для рассматриваемой программы, в подробном изложении найдете здесь.
Формулы:
Формулы в программе, как было замечено выше, расположены не в логической последовательности выполнения вычислений, а в порядке потребности в значениях размеров для выполнения геометрических построений.
9. λ=t/d1
10. K=f(λ)
при λ≤1,5 K=0,480
при 1,5 1,8 K=0,565
Последнее значение K явно выбивается из логической цепи чисел, но соответствует ГОСТ 591-69. Ошибка в ГОСТе? Скорее всего — да. (Никто не удосужился за почти 50 лет ее исправить…) Однако, ошибка не критическая. Во многих источниках K=0,5 вне зависимости от значения λ.
11. γ=180/z
12. De=t*(K+1/tg (γ))
13. dд=t/sin(γ)
14. Di=dд-2*r
15. e/2=0,015*t
В точных кинематических реверсивных передачах следует назначить e=0.
16. r=0,5025*d1+0,05
17. α=55-60/z
18. r1=0,8*d1+r
19. β=18-56/z
20. FG=d1*(1,24*sin(φ) — 0,8*sin(β))
21. φ=17-64/z
22. r2=d1*(1,24*cos (φ)+0,8*cos (β) -1,3025) -0,05
23. bn=f (b1)
при n=1 bn=0,93*b1-0,15
при n=2 и n=3 bn=0,90*b1-0,15
при n=4 bn=0,86*b1-0,3
24. Bn=(n-1)*A+bn
25. Dc=t*1/tg (γ) -1,3*h
26. r3=1,7*d1
27. h3=0,8*d1
28. r4=f (t)
при t≤35 r4=1,6
при t>35 r4=2,5
Алгоритм построения профиля зуба:
1. Из центра звездочки проводим вертикальную осевую линию через центр будущей впадины и наклоненную на угол γ осевую линию, которая пройдет через центр зуба.
2. Из того же центра строим три окружности – выступов, с диаметром De; делительную, с диаметром dд; и впадин, с диаметром Di.
3. Чертим осевую линию параллельную вертикальной осевой, отступив от нее на расстояние, равное половине смещения — e/2.
4. Из центраO — пересечения делительного диаметра и смещенной осевой линии — строим дугу с радиусом r и углом α.
5. На продолжении отрезка EO находим точку O1 (EO1=r1) и проводим дугу радиусом r1 на уголβ.
6. Из точки F откладываем отрезок FG под углом φ к наклонной осевой, проходящей через центр зуба.
7. На перпендикуляре к отрезку FG, проведенном из точки G, находим центр O2 (GO2=r2) и чертим из точки G дугу радиусом r2 до пересечения с диаметром окружности выступов.
Фронтальный профиль зуба построен. Осталось сделать зеркальную копию профиля вправо от вертикальной оси и размножить по всей окружности.
Построение поперечного профиля зубьев звездочки, думаю, не требует каких-либо дополнительных пояснений. Единственное, на что хотелось бы обратить внимание, это — выполнение диаметра обода Dc. Если его по невнимательности завысить, ролики цепи не «сядут» во впадину, и цепь будет опираться на звездочку торцами боковых пластин… (Недолго будет опираться…)
Конструкция ступицы и диска звездочек цепных передач
Ступица и диск звездочки чаще всего отливаются или фрезеруются в качестве единой детали. Ступица служит для крепления изделия на ведущем или ведомом валу механизма. Она должна обеспечивать надежную фиксацию, исключающую осевые и радиальные биения детали на валу. Поэтому к качеству внутренней поверхности предъявляются высокие требования. Крепление осуществляется с помощью:
- шлица для скоростных и высоконагруженных цепных приводов;
- шпонки для тихоходных цепных приводов.
Диаметр ступицы должен удовлетворять двум требованиям:
- обеспечивать прочность конструкции;
- не утяжелять ее сверх необходимого.
Для чугунных деталей его обычно выбирают равным 1,65 от диаметра вала, для стальных коэффициент расчета снижается до 1,55.
Длина ступицы определяется характером фиксации на валу- шпонкой или шлицем и обычно расчет делают в диапазоне 1,2-1,5 от диаметра вала.
Для звездочек малых размеров ширина диска выбирается равной ширине зубца. Для изделий больших размеров, особенно высоконагруженных, ширину увеличивают до 5%, в зависимости от радиуса закругления основания зубца.
Рассчитанные размеры округляются до ближайшего числа из стандартного ряда размеров.
Правила выполнения рабочих чертежей звездочек для пластинчатых цепей
| Цепь (обозначение сопрягаемой цепи) | |
| Число зубьев | z |
| Величина смещения центров дуг впадин | е |
| Радиус впадин зубьев | r |
| Радиус закругления головки зуба | r1 |
| Высота прямолинейной поверхности зуба | h |
| Угол впадины *1 | β |
| Профиль зуба *2 | |
| Степень точности | 1 по ГОСТ 592-81 |
| Диаметр делительной окружности | dd |
*1 Угол впадины и размеры, определяющие впадину зуба, указываются при необходимости.
*2 Ссылка на соответствующий ГОСТ.
Таблица параметров приведена для звездочек тяговых пластинчатых цепей.
При выполнении чертежа блока звездочек следует помещать одну таблицу с указанием всех необходимых данных для каждого венца звездочек. Венцы обозначают прописными буквами русского алфавита.
В неиспользованных графах таблицы ставят прочерки.
На чертеже звездочки, имеющей профиль, частично отличающийся от стандартизованного, кроме данных, указанных на рисунке и в таблице параметров, следует помещать изображение профиля зуба (рис. 3).
На изображении профиля:
указывают диаметр (диаметры) окружности, ограничивающей стандартизованную часть профиля;
наносят все необходимые размеры для изготовления нестандартизованной части профиля или оговаривают эту часть профиля в технических требованиях чертежа;
стандартизованную часть профиля выделяют штрихпунктирной утолщенной линией.
рисоединительными элементами типа 3, с односторонним их расположением (1) и чередованием через 3 шага:
Цепь M112-2-100-1-3-1-3 ГОСТ 588-81
То же, с присоединительными элементами типа 1.2 (с размерами h1 = 31,5 и d6 = 9), исполнения 1 (с размером А = 30), с односторонним их расположением (1) (с полурасстоянием А1/2, для наружных специальных пластин, равным 50, и для внутренних — 45) и чередованием через 3 шага:
Цепь M112-2-100-1-1 (h1 = 31,5)·2 (d6 = 9)-1(А= 30)-1(А1/2 = 50/45)-3 ГОСТ 588-81
То же, с присоединительными элементами типа 2.1 (с прямоугольными отверстиями размером 9×31), исполнения 0, с двусторонним их расположением (2) и чередованием через 2 ×
Цепь M112-2-100-1-2·1(9 × 31)-0-22 ГОСТ 588-81
То же, с присоединительными элементами типа 3 (с размером d7 = 15) с односторонним их расположением (с размером b6 = 72) и чередованием через 4 шага:
Цепь M112-2-100-1-3 (d7 = 15)-1 (b6 = 72)-4 ГОСТ 588-81
Для тяговых пластинчатых цепей со специальными пластинами, имеющими иную от установленной на рис. табл. 30 форму отверстий и присоединительные элементы с размерами, отличающимися от указанных в табл. 30, после соответствующего условного обозначения типа исполнения и расположения присоединительных элементов в скобках следует указывать обозначение размера и фактическое его значение.
Материалы звездочек цепных передач
Изделия подвергаются большим ударным нагрузкам, поэтому для их изготовления применяют стальные сплавы:
- со средним содержанием углерода и с легирующими добавками, закаляемые до твердости 45-55 ед.;
- подвергаемые цементированию на глубину 1-1,5 мм и последующему закаливанию до 55-60 ед.
Для малошумных цепных приводов применяют такие материалы, как текстолит, полиамидные и полиформальдегидные пластмассы. Они амортизируют удары звеньев роликовой цепи, снижают шумы и вибрацию и продлевает срок службы цепей. Это происходит за счет снижения динамических нагрузок на звенья. Такие детали менее прочны, чем стальные, поэтому цепные приводы с ними ограничены по передаваемой мощности. Точный расчет передачи углового положения зубчатой цепью проводится при проектировании механизмов систем управления, в том числе для летательных аппаратов.
Для цепных приводов с низкой скоростью хода (не более 2 метров в секунду) и малыми динамическими нагрузками применяют также чугун. Термообработкой твердость изделий доводят до 350-430 единиц по HB. В тяжелых условиях эксплуатации, в сельхозмашинах и дорожных механизмах, используют упрочненные чугуны с пониженным коэффициентом трения.
Для снижения динамических нагрузок, уровней шума и вибрации в высокоскоростных цепных передачах применяют также специальные покрытия- как наплавка металлов, так и напыление тефлонового слоя.
Как изготовить звёздочку без специального оборудования.
Изготовить звёздочку можно и в гаражных условиях без специального оборудования. Для этого нужно подобрать необходимую заготовку по толщине, расчитать диаметр делительной окружности и диаметр окружности выступов. Заготовка должна быть больше диаметра выступов на 10-15 мм. Затем прочертить делительный диаметр и диаметр окружности выступов. Взять звено из цепи и подобрать к нему два керна по диаметру втулок. Просверлить отверстие на делительном диаметре, равное диаметру керна, вставить керно со звеном, а во второе отверстие звена второе керно. Накернить и просверлить второе отверстие в заготовке. Вынуть первое керно и переместить звено на втором керне для изготовления следующего отверстия и т. д. Если делительный диаметр прочерчен правильно, то последнее отверстие должно совпасть с первым и звено с кернами должно вставляться во все отверстия. Затем отверстия рассверлить до диаметра втулки цепи +0,5-0,8мм. Заготовку обработать до диаметра выступов и в тисках изготовить профиль зуба. Цепь должна свободно обхватывать звёздочку.
Как рассчитать диаметр звездочки зная число зубьев
Опубликовано 06 Авг 2021 Рубрика: Механика |
До широкого распространения станков с ЧПУ зубья звездочек цепных передач нарезали чаще всего на обычных фрезерных станках дисковыми фрезами в делительных головках или – реже — червячными фрезами на зубофрезерных станках. Но для полного соответствия профиля зуба…
…при обработке дисковой фрезой теоретическому профилю необходимо для каждого числа зубьев звездочки изготовить «свою» фрезу. Производство огромной номенклатуры дорогостоящих фрез экономически нецелесообразно, и для цепи одного типоразмера стали делать 5 фрез, как некий компромисс между точностью получаемого профиля и стоимостью.
Фреза №1 – для z=7 и 8
Фреза №2 – для z=9…11
Фреза №3 – для z=12…17
Фреза №4 – для z=18…35
Фреза №5 – для z>35
Сегодня на станках плазменной, лазерной, электроэрозионной, гидроабразивной резки с ЧПУ, фрезерных с ЧПУ можно изготавливать без специального дорогостоящего инструмента звездочки цепных передач с профилями зубьев точно соответствующими теории. Это, безусловно, положительно сказывается на износостойкости и цепи и зубьев при эксплуатации передачи.
При создании управляющей программы для изготовления профилей зубьев звездочки цепной передачи в большинстве случаев необходимо получить или сделать dxf-файл с чертежом контура детали в натуральную величину (в масштабе 1:1).
Современные CAD-программы для конструкторов-механиков решают эту задачу за «пару кликов мышью». Представленный далее геометрический расчет звездочки цепной передачи в Excel покажет – «как они это делают» и поможет сделать чертеж тем, у кого нет этих дорогостоящих CAD-программ.
Размеры венца звездочек
При конструировании звездочки цепных передач учитывают, что она должна выполнять ряд основных функций:
- передавать момент вращения с ведущего вала на ведомый;
- захватывать и высвобождать звенья цепи без рывков и ударов;
- удерживать механизм в плоскости вращения.
Для этого ее форма и размеры должны строго соответствовать результатам расчета.
Согласно рекомендациям ГОСТ 591-69, регламентирующего звездочки к приводным роликовым и втулочным цепям при проектировании исходят из следующих начальных параметров:
- шаг цепи t;
- количество зубцов z;
- диаметр окружности зацепления d1;
Основные размеры, определяющие геометрическую форму изделия, это:
- диаметр делительной окружности D дел;
- диаметр окружности выступов D выст;
- радиус впадин r;

Расчет параметров звездочки цепной передачи по заданному шагу цепи осуществляется в следующей последовательности:
- Оси шарниров звеньев во время зацепления с зубцами цепного привода располагаются на делительной окружности, расчет диаметра проводят по формуле:
- Расчет окружности выступов:
- Расчет радиуса впадин (в мм) r = 0,5025 * d1 + 0,05.
- Расчет диаметра окружности впадин D впад = D дел — 2 * r.
При построении чертежа звездочки для цепной передачи D выст рассчитывают с точностью до 0,1 миллиметра, другие параметры-с точностью до 0,01 мм.
Расчет в Excel профиля звездочки.
Расчет звездочки цепной передачи выполняется по формулам Таблицы 1 и Таблицы 2 ГОСТ 591-69. Расчет некоторых дублирующих размеров я не стал выполнять, а оставшиеся, необходимые для прорисовки профиля параметры, расположил в таблице в порядке выполнения построений.
Программа в MS Excel:
Исходных данных — всего два, по ним автоматически определяются все расчетные параметры. Пользователь вводит число зубьев звездочки и выбирает из выпадающего списка цепь по ГОСТ 13568-97, все остальное происходит автоматически!
Проектировочный расчет в Excel роликовой цепной передачи, определяющий исходные данные для рассматриваемой программы, в подробном изложении найдете здесь.
Формулы:
Формулы в программе, как было замечено выше, расположены не в логической последовательности выполнения вычислений, а в порядке потребности в значениях размеров для выполнения геометрических построений.
9. λ=t/d1
10. K=f(λ)
при λ≤1,5 K=0,480
при 1,5 1,8 K=0,565
Последнее значение K явно выбивается из логической цепи чисел, но соответствует ГОСТ 591-69. Ошибка в ГОСТе? Скорее всего — да. (Никто не удосужился за почти 50 лет ее исправить…) Однако, ошибка не критическая. Во многих источниках K=0,5 вне зависимости от значения λ.
11. γ=180/z
12. De=t*(K+1/tg (γ))
13. dд=t/sin(γ)
14. Di=dд-2*r
15. e/2=0,015*t
В точных кинематических реверсивных передачах следует назначить e=0.
16. r=0,5025*d1+0,05
17. α=55-60/z
18. r1=0,8*d1+r
19. β=18-56/z
20. FG=d1*(1,24*sin(φ) — 0,8*sin(β))
21. φ=17-64/z
22. r2=d1*(1,24*cos (φ)+0,8*cos (β) -1,3025) -0,05
23. bn=f (b1)
при n=1 bn=0,93*b1-0,15
при n=2 и n=3 bn=0,90*b1-0,15
при n=4 bn=0,86*b1-0,3
24. Bn=(n-1)*A+bn
25. Dc=t*1/tg (γ) -1,3*h
26. r3=1,7*d1
27. h3=0,8*d1
28. r4=f (t)
при t≤35 r4=1,6
при t>35 r4=2,5
Алгоритм построения профиля зуба:
1. Из центра звездочки проводим вертикальную осевую линию через центр будущей впадины и наклоненную на угол γ осевую линию, которая пройдет через центр зуба.
2. Из того же центра строим три окружности – выступов, с диаметром De; делительную, с диаметром dд; и впадин, с диаметром Di.
3. Чертим осевую линию параллельную вертикальной осевой, отступив от нее на расстояние, равное половине смещения — e/2.
4. Из центраO — пересечения делительного диаметра и смещенной осевой линии — строим дугу с радиусом r и углом α.
5. На продолжении отрезка EO находим точку O1 (EO1=r1) и проводим дугу радиусом r1 на уголβ.
6. Из точки F откладываем отрезок FG под углом φ к наклонной осевой, проходящей через центр зуба.
7. На перпендикуляре к отрезку FG, проведенном из точки G, находим центр O2 (GO2=r2) и чертим из точки G дугу радиусом r2 до пересечения с диаметром окружности выступов.
Фронтальный профиль зуба построен. Осталось сделать зеркальную копию профиля вправо от вертикальной оси и размножить по всей окружности.
Построение поперечного профиля зубьев звездочки, думаю, не требует каких-либо дополнительных пояснений. Единственное, на что хотелось бы обратить внимание, это — выполнение диаметра обода Dc. Если его по невнимательности завысить, ролики цепи не «сядут» во впадину, и цепь будет опираться на звездочку торцами боковых пластин… (Недолго будет опираться…)
Расчет цепной передачи
Для цепной передачи выбираем открытую приводную роликовую однорядную цепь ГОСТ 13568-97.
Последовательность проектировочного расчета цепных передач.
1. Определяем числа зубьев звездочки.
2. Выбираем ориентировочный шаг цепи tпр
по частоте ее вращения
n1
(табл. 5.1)
Таблица 5.1 Значения шага роликовой цепи в зависимости от частоты вращения малой звездочки при Z1≥15
| Частота вращения n1max , |
3. Принимаем по табл. 5.2 ориентировочное значение допускаемого среднего давления в шарнирах
Таблица 5.2 Допускаемое удельное давление в шарнирах для втулочных и роликовых цепей при Z1=15..30
| Шаг цепи t | |||||||
| 50 | 200 | 400 | 600 | 800 | 1000 | 1200 | |
| 12,7…15,88 | 35 | 31,5 | 28,7 | 26,2 | 24,2 | 22,4 | 21,0 |
| 19,05…25,4 | 35 | 30 | 26,2 | 23,4 | 21,0 | 19,0 | 17,5 |
| 31,75…38,1 | 35 | 28,7 | 24,2 | 21,0 | 18,5 | 1,0, | 10 |
| 44,45…50,8 | 35 | 26,2 | 21,0 | 17,5 | 10 | – | – |
4. Определяем коэффициент нагрузки, учитывающий условия эксплуатации по табл. 5.3.
5. Определяем расчетный шаг t
однорядной цепи,
m
= 1; для двухрядной
m
= 2. Полученное значение шага
t
округляем до стандартного. По расчетному шагу принимаем цепь ПР по ГОСТ 13568-97 (табл. 5.4)
6. Рассчитаем среднюю скорость цепи v
и окружную силу
Рt
, после чего проверим износостойкость цепи. При несоблюдении условия
р Читайте также: Как правильно насадить топор на топорище и расклинить
7. Проверим выбранную цепь по коэффициенту запаса прочности (табл. 5.5) > . При несоблюдении условия > необходимо увеличить шаг цепи или принять двухрядную цепь и расчет повторить.
8. Определим геометрические размеры передачи.
Таблица 5.4 Цепи приводные роликовые однорядные типа ПР ГОСТ 13568-97
1 – внутреннее звено; 2 – наружное звено; 3 – соединительное звено; 2 – переходное звено; 5 – двойное переходное звено
| Типоразмер цепи | t | b |
Примеры условных обозначений цепей:
Цепь приводная роликовая однорядная с шагом 12,7 мм и разрушающей нагрузкой 18,2 кН:
Цепь приводная роликовая двухрядная шага 25,4 мм с разрушающей нагрузкой 171 кН:
Таблица 5.5 Запас прочности цепи по износостойкости и усталостной выносливости
| Тип цепи | Срок службы, ч | Значения [n | |||||
| 0,4 | l | 4 | 8 | 10 | 12 | ||
| ПР—12,7—900 | 2000 | 8,6 | 9,0 | 10,8 | 11,2 | 12,7 | 13,5 |
| ПР—12,7—1820 | 4000 | 10,2 | 10,7 | 15,0 | 18,9 | 20,3 | 21,6 |
| ПР—12,7—1820 | 2000 | 7,0 | 7,2 | 8,0 | 9,0 | 10,0 | 10,5 |
| ПР—15,875—270 | 4000 | 7,8 | 8,3 | 11,5 | 14,5 | 15,6 | 16,6 |
| ПР—19,05—3180 | 2000 | 6,0 | 6,5 | 7,0 | 8,0 | 9,0 | 9,0 |
| ПР—25,4—5670 | 2000 | 6,0 | 6,5 | 7,0 | 8,0 | 9,0 | 9,0 |
| ПР—31,75—8850 | 4000 | 7.5 | 8,0 | 8,4 | 10,6 | 11,3 | 12,1 |
| ПР—38,1—12760 | 8000 | 9,8 | 12,6 | 16,8 | 21,1 | 22,7 | 24,2 |
| ПР—44,45-17240 | 10000 | 10,8 | 15,0 | 21,0 | 26,4 | 28,4 | 30,0 |
46. Величины dd и De в зависимости от z при t = 10
| z | Для цепей | |
типа 1
типа 2
Для определения диаметров окружностей звездочки другого шага табличные значения умножаются на отношение этого шага к 10.
ГОСТ 13576—81 предусматривает также dd и De для z = 65…96.
при t = 15,875мм и z = 25 dd = 79,79(15,875/10) = 126,63мм.
Параметры выбора звездочек
Приведенная выше информация определяет то, что звездочка цепной передачи характеризуется довольно большим количеством различных свойств, которые должны учитываться при выборе наиболее подходящего варианта исполнения. Рекомендациями по выбору назовем следующее:
Наружный диаметр. Этот параметр определяет то, какой длины устанавливается приводная цепь и какое усилие может передаваться. Показатель наружного диаметра варьирует в достаточно большом диапазоне. Кроме этого, слишком большой диаметр не позволяет проводить установку в конкретном случае. При различных диаметрах звездочки проводится понижение или повышение количества передаваемых оборотов. Оптимальное передаточное отношение. Довольно большое распространение получило понятие передаточного отношения звездочки. Это значение определяет то, сколько зубьев ведущего элемента приходится на зубья ведомого. Для определения подобного показателя применяются специальные формулы. Диаметр внутреннего посадочного отверстия также имеет значение. Этот показатель во многом зависит от наружного диаметра, также варьирует в достаточно большом диапазоне
При выборе рекомендуется уделять внимание и размерам шпоночной выемки. Тип применяемого материала при изготовлении изделия может оказывать влияние на эксплуатационные характеристики. В большинстве случаев применяется углеродистая сталь, которая обладает достаточной прочностью и износоустойчивостью
В последнее время большое распространение получили изделия из легированных сплавов, так как они более устойчивы к воздействию повышенной влажности. В большинстве случаев проводится термическая обработка для существенного повышения эксплуатационных характеристик. Форма зуба в большинстве случаев стандартная. По этому признаку выбирается изделие крайне редко.
В продаже встречается просто огромное количество различных вариантов исполнения звездочек для приводных цепей. При выборе проводится визуальный осмотр, в ходе которого выявляют:
- Отсутствие дефектов. Есть вероятность того, что при производстве были допущены ошибки, которые становятся причиной появления трещин, выемок и других дефектов. Они могут негативно отразиться на прочности и других эксплуатационных характеристиках.
- Точность геометрической формы. Этот момент проверить достаточно сложно, так как даже отклонение в несколько миллиметров может стать причиной возникновения биения и других проблем. Визуально подобный дефект практически не выявить.
- Неравномерность оттенка металла указывает на то, что термическая или другая обработка была проведена с нарушениями. Именно поэтому рекомендуется отдавать предпочтение вариантам исполнения с однородным цветом.
В целом можно сказать, что заусенцы и другие дефекты указывают на низкое качество детали
Именно поэтому следует уделять внимание другим приводным звездочкам, которые на вид выглядят идеально. Основные параметры звездочек во многом определяют эксплуатационные характеристики механизма
Звездочки для цепей
Звездочки для приводных цепей представлены профилированными колесами, которые на поверхности имеют зубья. Эти элементы изделия предназначены для зацепления с приводной цепью на момент ее эксплуатации. Особенности заключаются в нижеприведенных моментах:
- Изделие отличается от стандартных зубчатых колес и шкивов. При этом отличия заметны визуально.
- Форма зуба характеризуется тем, что она не предназначена для непосредственного зацепления и контакта на момент эксплуатации.
- При изготовлении звездочек применяется металл, характеризующийся повышенной устойчивостью к износу.
- Основной характеристикой можно назвать количество зубьев. При этом производятся однорядные и многорядные варианты исполнения.
Подобное изделие сегодня получило широкое распространение, применяется в качестве основного элемента при создании различных механизмов.
Параметры и режимы ускоренных стендовых испытаний цепей на надежность
В.1 Установлены следующие группы испытаний цепей:
А – для цепей, работающих преимущественно в передачах мотоциклов, мотороллеров, в масляной ванне или при периодической смазке;
Б – для цепей, работающих преимущественно в открытых тихоходных передачах при периодической смазке (передачи сельскохозяйственных и им подобных машин);
В – для цепей, работающих в приводах машин общепромышленного назначения в условиях периодической смазки;
Г – для цепей, работающих преимущественно в быстроходных передачах в масляной ванне.
В.2 Условия стендовых испытаний цепей на надежность должны соответствовать указанным в таблицах В.1, В.2.
В.3 Расчетную нагрузку для многорядных цепей типов 2ПР, 3ПР и 4ПР, испытываемых по режимам таблиц В.1 и В.2, определяют путем умножения расчетной нагрузки для соответствующих однорядных цепей на коэффициент, равный:
1,8 – для двухрядной цепи;
2,5 – для трехрядной цепи;
3,0 – для четырехрядной цепи.
В.4 Продолжительность испытания согласно таблицам В.1, В.2 указана с учетом времени периода приработки.
Для многорядных цепей типов 2ПР, 3ПР и 4ПР нормы средней наработки до отказа и установленной безотказной наработки определяют умножением средней наработки до отказа и установленной безотказной наработки для соответствующих однорядных цепей на коэффициент, равный соответственно 0,8; 0,6; 0,5.
В.5 В таблицах В.1, В.2 предельное увеличение длины отрезка цепи от его начального значения с числом звеньев по таблице 8 дано без учета износа в период приработки.
Таблица В.1 – Группа испытания А
| Типоразмер цепи | Параметры базового корпуса | Режимы и результаты испытаний | Предельное увеличение длины измеряемого отрезка, мм | ||||||
| Количество звеньев в контуре | Число зубьев звездочки | Частота вращения ведущей звездочки, мин-1 | Передаваемая нагрузка, даН | Период приработки | Средняя наработка до отказа, не менее | Установленная безотказная наработка, не менее | |||
| ведущей | ведомой | ч | |||||||
| ПР-8-4,6 | 120 | 21 | 21 | 3200 | 25 | 10 | 1000 | 660 | 1,2 |
| ПР-9,525-9,1 | 120 | 21 | 21 | 3000 | 60 | 15 | 1100 | 700 | 1,4 |
| ПВ-9,525-11,5 | 44 | 15 | 31 | 2600 | 36 | 40 | 1100 | 700 | 2,0 |
| ПВ-9,525-13 | 66 | 24 | 52 | 2600 | 53 | 40 | 1100 | 700 | 2,0 |
| 2ПВ-9.525-20 | 66 | 24 | 52 | 2600 | 65 | 40 | 1100 | 700 | 3,0 |
| ПР-12,7-10-1 | 112 | 19 | 48 | 1200 | 40 | 20 | 950 | 600 | 1,9 |
| ПР-12,7-9 | 112 | 19 | 48 | 1200 | 50 | 20 | 950 | 600 | 1,9 |
| ПР-12,7-18,2-1 | 110 | 17 | 40 | 1200 | 125 | 60 | 1100 | 700 | 2,5 |
| ПР-12,7-18,2 | 110 | 17 | 44 | 1280 | 140 | 60 | 1100 | 700 | 2,5 |
| ПР-15,875-23-1 | 100 | 16 | 42 | 1180 | 175 | 60 | 1100 | 700 | 3,1 |
| ПР-15,875-23 | 100 | 16 | 42 | 1180 | 220 | 60 | 1100 | 700 | 3,1 |
Таблица В.2 – Группа испытания Б
| Типоразмер цепи | Параметры базового контура | Режимы и результаты испытаний | |||||||
| Количество звеньев в контуре | Число зубьев звездочки | Частота вращения ведущей звездочки, мин-1 | Передаваемая нагрузка, даН | Период приработки | Средняя наработка до отказа, не менее | Установленная безотказная наработка, не менее | Предельное увеличение длины измеряемого отрезка цепи, мм | ||
| ведущей | ведомой | ч | |||||||
| ПР-19,05-31,8 | 110 | 19 | 19 | 1200 | 200 | 40 | 1200 | 760 | 1,9 |
| ПР-25,4-60 | 110 | 19 | 19 | 800 | 400 | 65 | 900 | 570 | 1,9 |
| ПР-31,75-89 | 100 | 17 | 17 | 600 | 605 | 100 | 850 | 540 | 2,4 |
| ПР-38,1-127 | 100 | 17 | 17 | 450 | 945 | 150 | 850 | 540 | 2,3 |
| ПР-44,45-172,4 | 100 | 17 | 17 | 350 | 1025 | 200 | 800 | 500 | 1,8 |
| ПР-50,8-127 | 94 | 17 | 17 | 280 | 1470 | 250 | 750 | 460 | 1,8 |
| ПР-63,5-354 | 94 | 17 | 17 | 220 | 2320 | 300 | 650 | 410 | 1,5 |
: приводные роликовые и втулочные цепи, размеры, разрушающая нагрузка
Угловые параметры зубьев звездочек φ, γ и β в зависимости от z
| z | φ | γ | β | z | φ | γ | β |
| 17 | 21°10 ‘ | 8°50′ | 19°25′ | 41 | 8°47′ | 21° 13′ | 25º36′ |
| 18 | 20 00 | 10 00 | 20 00 | 42 | 8 34 | 21 26 | 25 43 |
| 19 | 18 57 | 11 03 | 20 32 | 43 | 8 22 | 21 38 | 25 49 |
| 20 | 18 00 | 12 00 | 21 00 | 44 | 8 11 | 21 49 | 25 55 |
| 21 | 17 08 | 12 52 | 21 26 | 45 | 8 00 | 22 00 | 26 00 |
| 22 | 16 22 | 13 38 | 21 49 | 46 | 7 50 | 22 10 | 26 05 |
| 23 | 15 39 | 14 21 | 22 10 | 47 | 7 40 | 22 20 | 26 10 |
| 24 | 15 00 | 15 00 | 22 30 | 48 | 7 30 | 22 30 | 26 15 |
| 25 | 14 24 | 15 36 | 22 48 | 49 | 7 21 | 22 39 | 26 20 |
| 26 | 13 51 | 16 09 | 23 05 | 50 | 7 12 | 22 48 | 26 24 |
| 27 | 13 20 | 16 40 | 23 20 | 51 | 7 03 | 22 57 | 26 28 |
| 28 | 12 51 | 17 09 | 23 34 | 52 | 6 55 | 23 05 | 26 32 |
| 29 | 12 25 | 17 35 | 23 43 | 53 | 6 48 | 23 12 | 26 36 |
| 30 | 12 00 | 18 00 | 24 00 | 54 | 6 40 | 23 20 | 26 40 |
| 31 | 11 37 | 18 23 | 24 12 | 55 | 6 33 | 23 27 | 26 44 |
| 32 | 11 15 | 18 45 | 24 22 | 56 | 6 26 | 23 34 | 26 47 |
| 33 | 10 54 | 19 06 | 24 33 | 57 | 6 19 | 23 41 | 26 50 |
| 34 | 10 35 | 19 25 | 24 42 | 58 | 6 12 | 23 48 | 26 54 |
| 35 | 10 17 | 19 43 | 24 52 | 59 | 6 06 | 23 54 | 26 57 |
| 36 | 10 00 | 20 00 | 25 00 | 60 | 6 00 | 24 00 | 27 00 |
| 37 | 9 44 | 20 16 | 25 08 | 61 | 5 54 | 24 06 | 27 03 |
| 38 | 9 28 | 20 32 | 25 16 | 62 | 5 48 | 24 12 | 27 06 |
| 39 | 9 14 | 20 46 | 25 23 | 63 | 5 43 | 24 17 | 27 08 |
| 40 | 9 00 | 21 00 | 25 30 | 64 | 5 37 | 24 23 | 27 11 |
Конструкция ступицы и диска звездочек цепных передач
Ступица и диск звездочки чаще всего отливаются или фрезеруются в качестве единой детали. Ступица служит для крепления изделия на ведущем или ведомом валу механизма. Она должна обеспечивать надежную фиксацию, исключающую осевые и радиальные биения детали на валу. Поэтому к качеству внутренней поверхности предъявляются высокие требования. Крепление осуществляется с помощью:
- шлица для скоростных и высоконагруженных цепных приводов;
- шпонки для тихоходных цепных приводов.
Диаметр ступицы должен удовлетворять двум требованиям:
- обеспечивать прочность конструкции;
- не утяжелять ее сверх необходимого.
Для чугунных деталей его обычно выбирают равным 1,65 от диаметра вала, для стальных коэффициент расчета снижается до 1,55.
Длина ступицы определяется характером фиксации на валу- шпонкой или шлицем и обычно расчет делают в диапазоне 1,2-1,5 от диаметра вала.
Для звездочек малых размеров ширина диска выбирается равной ширине зубца. Для изделий больших размеров, особенно высоконагруженных, ширину увеличивают до 5%, в зависимости от радиуса закругления основания зубца.
Рассчитанные размеры округляются до ближайшего числа из стандартного ряда размеров.
Конструкция ступицы и диска звездочек цепных передач
Ступица и диск звездочки чаще всего отливаются или фрезеруются в качестве единой детали. Ступица служит для крепления изделия на ведущем или ведомом валу механизма. Она должна обеспечивать надежную фиксацию, исключающую осевые и радиальные биения детали на валу. Поэтому к качеству внутренней поверхности предъявляются высокие требования. Крепление осуществляется с помощью:
- шлица для скоростных и высоконагруженных цепных приводов;
- шпонки для тихоходных цепных приводов.
Диаметр ступицы должен удовлетворять двум требованиям:
- обеспечивать прочность конструкции;
- не утяжелять ее сверх необходимого.
Для чугунных деталей его обычно выбирают равным 1,65 от диаметра вала, для стальных коэффициент расчета снижается до 1,55.
Длина ступицы определяется характером фиксации на валу- шпонкой или шлицем и обычно расчет делают в диапазоне 1,2-1,5 от диаметра вала.
Для звездочек малых размеров ширина диска выбирается равной ширине зубца. Для изделий больших размеров, особенно высоконагруженных, ширину увеличивают до 5%, в зависимости от радиуса закругления основания зубца.
Рассчитанные размеры округляются до ближайшего числа из стандартного ряда размеров.
Материалы звездочек цепных передач
Изделия подвергаются большим ударным нагрузкам, поэтому для их изготовления применяют стальные сплавы:
- со средним содержанием углерода и с легирующими добавками, закаляемые до твердости 45-55 ед.;
- подвергаемые цементированию на глубину 1-1,5 мм и последующему закаливанию до 55-60 ед.
Для малошумных цепных приводов применяют такие материалы, как текстолит, полиамидные и полиформальдегидные пластмассы. Они амортизируют удары звеньев роликовой цепи, снижают шумы и вибрацию и продлевает срок службы цепей. Это происходит за счет снижения динамических нагрузок на звенья. Такие детали менее прочны, чем стальные, поэтому цепные приводы с ними ограничены по передаваемой мощности. Точный расчет передачи углового положения зубчатой цепью проводится при проектировании механизмов систем управления, в том числе для летательных аппаратов.
Для цепных приводов с низкой скоростью хода (не более 2 метров в секунду) и малыми динамическими нагрузками применяют также чугун. Термообработкой твердость изделий доводят до 350-430 единиц по HB. В тяжелых условиях эксплуатации, в сельхозмашинах и дорожных механизмах, используют упрочненные чугуны с пониженным коэффициентом трения.
Для снижения динамических нагрузок, уровней шума и вибрации в высокоскоростных цепных передачах применяют также специальные покрытия- как наплавка металлов, так и напыление тефлонового слоя.
Как рассчитать диаметр звездочки зная число зубьев
Классификация передач. Приводные роликовые цепи различают (рис. 77): однорядные нормальные (ПР), однорядные длиннозвенные облегченные (ПРД), однорядные усиленные (ПРУ), двух (2ПР)-, трех (ЗПР)-и четырехрядные (4ПР) и с изогнутыми пластинками (ПРИ).
Рис.77. Виды приводных цепей: а – втулочная однорядная, б – роликовая однорядная, в – роликовая двухрядная, г – роликовая с изогнутыми пластинами, д – зубчатая, е – фасонозвенная крючковая, ж – фасонозвенная штыревая.
Назначение. Цепные передачи относится к механическим передачам зацепления с гибкой связью и применяют для передачи вращательного вращения между валами расположенным на значительных расстояниях и при необходимости обеспечить постоянное передаточное отношение. Цепная передача состоит из расположенных соосно на некотором расстоянии друг от друга звездочек, и охватывающей их цепи. Вращение ведущей звездочки преобразуется во вращение ведомой благодаря сцеплению цепи с зубьями звездочек. В связи с вытягиванием цепей по меpe их износа натяжное устройство цепных передач должно регулировать натяжение цепи. Это регулирование, по аналогии с ременными передачами, осуществляют либо перемещением вала одной из звездочек, либо с помощью регулирующих звездочек или роликов.
Преимущества. Благодаря зацеплению отсутствует скольжение тягового органа. Возможность передачи движения между валами на большие расстояния (до 8М). Меньшие габариты, чем у ременных передач, особенно по ширине. Меньшие нагрузки на опоры валов передачи. Возможность передачи вращения одной цепью нескольким валам. Больший КПД.
Недостатки. Повышенный шум и вибрации вследствие удара звеньев цепи по звездочкам, которые повышаются с увеличением ее скорости. Увеличение шага цепи в процессе эксплуатации в связи с ее износом. Необходимость устройств для натяжения цепей. Отсутствие жидкостного трения в шарнирах увеличивает их износ поэтому необходима смазка периодическая или постоянная. Скорость цепи неравномерна, особенно при малых числах зубьев звездочек, что создает дополнительные динамические нагрузки и колебания передаточного числа.
Сферы применения. Цепные передачи применяют в транспортных, сельскохозяйственных, строительно-дорожных, горных и нефтяных машинах, а также в металлорежущих станках.
По мощности передачи применяются при 100КВт, (в некоторых передачах до 3000КВТ), по окружной скорости — 15М/с, по передаточным числам 7, КПД цепных передач 0,94…0,97.
Геометрический расчет. Центры шарниров цепи при зацеплении с зубьями звездочки располагаются на делительной окружности звездочек, который определяется
Где Р — Шаг цепи; — Число зубьев звездочки.
Для приводных цепей зубья звездочек определяют все размеры зубьев, а также диаметр вершин И впадин зубьев этих звездочек (рис. 78).
Минимальное межосевое расстояние Атіп Цепной передачи принимают в зависимости от передаточного числа И Передачи и условия, что угол обхвата цепью меньшей звездочки составляет не менее 120°, т. е. при И Расчет цепной передачи — 3.0 out of 5 based on 12 votes
Работоспособность цепной передачи во многом зависит от качества изготовления звездочек. Особое значение имеет точность изготовления рабочих элементов звездочки, качество поверхности, материал и термообработка. Звездочки изготавливают из серого чугуна (СЧ18-36; СЧ1-40; СЧ24-44; СЧ28-48) из цементуемых сталей (15, 15Х) с последующей закалкой или закаливаемых сталей (40, 40Х) и др.
Звездочки цепных передач профилируются в зависимости от типа цепи по ГОСТ 591-69, предусматривающему износоустойчивые профили без смещения (рис. 11.4, а) для кинематически точных передач и со смещением для остальных передач (рис. 11.4, б). Профиль со смещением отличается тем, что впадина между зубьями очерчена из двух центров, смещенных на величину ℓ
Рис. 11.6. Профиль зубьев звездочки без смещения (а
Делительная окружность звездочек приходит через центры шарниров цепи. Диаметр делительной окружности:
Диаметр окружности выступов звездочки:
Ширина зубчатого венца звездочки для однорядной, двух- и трехрядной цепи:
– расстояние в свету между внутренними пластинами.
Для увеличения долговечности цепной передачи необходимо по возможности принимать большее число зубьев меньшей (ведущей) звездочки, так как при малом числе зубьев в зацеплении находится небольшое число звеньев, что снижает плавность работы передачи и увеличивает износ цепи из-за большого угла поворота шарнира.
Поэтому число зубьев малой звездочки Z1
принимают из условия обеспечения минимальных габаритных размеров и плавности хода передачи по эмпирическим зависимостям.
Для роликовых (втулочных цепей):
для зубчатой цепи:
В зависимости от частоты вращения Z1min
выбирают при высоких частотах вращения
Z1min
=19…23; средних 17…19, а при низких 13…15. В передачах зубчатыми цепями
Z1min
следует принимать на 20…30% больше.
Конструкция ступицы и диска звездочек цепных передач
Ступица и диск звездочки чаще всего отливаются или фрезеруются в качестве единой детали. Ступица служит для крепления изделия на ведущем или ведомом валу механизма. Она должна обеспечивать надежную фиксацию, исключающую осевые и радиальные биения детали на валу. Поэтому к качеству внутренней поверхности предъявляются высокие требования. Крепление осуществляется с помощью:
- шлица для скоростных и высоконагруженных цепных приводов;
- шпонки для тихоходных цепных приводов.
Диаметр ступицы должен удовлетворять двум требованиям:
- обеспечивать прочность конструкции;
- не утяжелять ее сверх необходимого.
Для чугунных деталей его обычно выбирают равным 1,65 от диаметра вала, для стальных коэффициент расчета снижается до 1,55.
Длина ступицы определяется характером фиксации на валу- шпонкой или шлицем и обычно расчет делают в диапазоне 1,2-1,5 от диаметра вала.
Для звездочек малых размеров ширина диска выбирается равной ширине зубца. Для изделий больших размеров, особенно высоконагруженных, ширину увеличивают до 5%, в зависимости от радиуса закругления основания зубца.
Рассчитанные размеры округляются до ближайшего числа из стандартного ряда размеров.
Размеры венца звездочек
При конструировании звездочки цепных передач учитывают, что она должна выполнять ряд основных функций:
- передавать момент вращения с ведущего вала на ведомый;
- захватывать и высвобождать звенья цепи без рывков и ударов;
- удерживать механизм в плоскости вращения.
Для этого ее форма и размеры должны строго соответствовать результатам расчета.
Согласно рекомендациям ГОСТ 591-69, регламентирующего звездочки к приводным роликовым и втулочным цепям при проектировании исходят из следующих начальных параметров:
- шаг цепи t;
- количество зубцов z;
- диаметр окружности зацепления d1;
Основные размеры, определяющие геометрическую форму изделия, это:
- диаметр делительной окружности D дел;
- диаметр окружности выступов D выст;
- радиус впадин r;
Расчет параметров звездочки цепной передачи по заданному шагу цепи осуществляется в следующей последовательности:
- Оси шарниров звеньев во время зацепления с зубцами цепного привода располагаются на делительной окружности, расчет диаметра проводят по формуле:
- Расчет окружности выступов:
- Расчет радиуса впадин (в мм) r = 0,5025 * d1 + 0,05.
- Расчет диаметра окружности впадин D впад = D дел — 2 * r.
При построении чертежа звездочки для цепной передачи D выст рассчитывают с точностью до 0,1 миллиметра, другие параметры-с точностью до 0,01 мм.
ПРЕДЕЛЬНЫЕ ОТКЛОНЕНИЯ
2.1. Устанавливаются две степени точности изготовления зубьев звездочек:
1-я степень точности для звездочек, работающих в цепных передачах и устройствах при скорости v
2-я степень точности для звездочек, работающих в цепных передачах и устройствах при скорости v
Расчет звездочки цепной передачи
До широкого распространения станков с ЧПУ зубья звездочек цепных передач нарезали чаще всего на обычных фрезерных станках дисковыми фрезами в делительных головках или – реже — червячными фрезами на зубофрезерных станках. Но для полного соответствия профиля зуба.
. при обработке дисковой фрезой теоретическому профилю необходимо для каждого числа зубьев звездочки изготовить «свою» фрезу. Производство огромной номенклатуры дорогостоящих фрез экономически нецелесообразно, и для цепи одного типоразмера стали делать 5 фрез, как некий компромисс между точностью получаемого профиля и стоимостью.
Фреза №1 – для z=7 и 8
Фреза №2 – для z=9…11
Фреза №3 – для z=12…17
Фреза №4 – для z=18…35
Фреза №5 – для z>35
Сегодня на станках плазменной, лазерной, электроэрозионной, гидроабразивной резки с ЧПУ, фрезерных с ЧПУ можно изготавливать без специального дорогостоящего инструмента звездочки цепных передач с профилями зубьев точно соответствующими теории. Это, безусловно, положительно сказывается на износостойкости и цепи и зубьев при эксплуатации передачи.
При создании управляющей программы для изготовления профилей зубьев звездочки цепной передачи в большинстве случаев необходимо получить или сделать dxf-файл с чертежом контура детали в натуральную величину (в масштабе 1:1).
Современные CAD-программы для конструкторов-механиков решают эту задачу за «пару кликов мышью». Представленный далее геометрический расчет звездочки цепной передачи в Excel покажет – «как они это делают» и поможет сделать чертеж тем, у кого нет этих дорогостоящих CAD-программ.
Расчет в Excel профиля звездочки.
Расчет звездочки цепной передачи выполняется по формулам Таблицы 1 и Таблицы 2 ГОСТ 591-69. Расчет некоторых дублирующих размеров я не стал выполнять, а оставшиеся, необходимые для прорисовки профиля параметры, расположил в таблице в порядке выполнения построений.
Программа в MS Excel:
Исходных данных — всего два, по ним автоматически определяются все расчетные параметры. Пользователь вводит число зубьев звездочки и выбирает из выпадающего списка цепь по ГОСТ 13568-97, все остальное происходит автоматически!
Проектировочный расчет в Excel роликовой цепной передачи, определяющий исходные данные для рассматриваемой программы, в подробном изложении найдете здесь.
Формулы:
Формулы в программе, как было замечено выше, расположены не в логической последовательности выполнения вычислений, а в порядке потребности в значениях размеров для выполнения геометрических построений.
9. λ = t / d1
10. K =f( λ )
при λ ≤1,5 K =0,480
при 1,5 λ ≤1,6 K =0,532
при 1,6 λ ≤1,7 K =0,555
при 1,7 λ ≤1,8 K =0,575
при λ >1,8 K =0,565
Последнее значение K явно выбивается из логической цепи чисел, но соответствует ГОСТ 591-69. Ошибка в ГОСТе? Скорее всего — да. (Никто не удосужился за почти 50 лет ее исправить. ) Однако, ошибка не критическая. Во многих источниках K =0,5 вне зависимости от значения λ .
11. γ =180/ z
12. De = t *( K +1/tg ( γ ))
13. dд = t /sin( γ )
14 . Di = dд -2* r
15 . e /2=0,015* t
В точных кинематических реверсивных передачах следует назначить e =0.
16. r =0,5025* d1 +0,05
17. α =55-60/ z
18. r1 =0,8* d1 + r
19. β =18-56/ z
20. FG = d1 *(1,24*sin( φ ) — 0,8*sin( β ))
21. φ =17-64/ z
22. r2 = d1 *(1,24*cos ( φ )+0,8*cos ( β ) -1,3025) -0,05
23. bn =f ( b1 )
при n =1 bn =0,93* b1 -0,15
при n =2 и n =3 bn =0,90* b1 -0,15
при n =4 bn =0,86* b1 -0,3
24. Bn =( n -1)* A + bn
25. Dc = t *1/tg ( γ ) -1,3* h
26. r3 =1,7* d1
27. h3 =0,8* d1
28. r4 =f ( t )
при t ≤35 r4 =1,6
при t >35 r4 =2,5
Алгоритм построения профиля зуба:
1. Из центра звездочки проводим вертикальную осевую линию через центр будущей впадины и наклоненную на угол γ осевую линию, которая пройдет через центр зуба.
2. Из того же центра строим три окружности – выступов, с диаметром De ; делительную, с диаметром dд ; и впадин, с диаметром Di .
3. Чертим осевую линию параллельную вертикальной осевой, отступив от нее на расстояние, равное половине смещения — e /2.
4. Из центра O — пересечения делительного диаметра и смещенной осевой линии — строим дугу с радиусом r и углом α .
5. На продолжении отрезка EO находим точку O1 (EO1= r1 ) и проводим дугу радиусом r1 на угол β .
6. Из точки F откладываем отрезок FG под углом φ к наклонной осевой, проходящей через центр зуба.
7. На перпендикуляре к отрезку FG, проведенном из точки G, находим центр O2 (GO2= r2 ) и чертим из точки G дугу радиусом r2 до пересечения с диаметром окружности выступов.
Фронтальный профиль зуба построен. Осталось сделать зеркальную копию профиля вправо от вертикальной оси и размножить по всей окружности.
Построение поперечного профиля зубьев звездочки, думаю, не требует каких-либо дополнительных пояснений. Единственное, на что хотелось бы обратить внимание, это — выполнение диаметра обода Dc . Если его по невнимательности завысить, ролики цепи не «сядут» во впадину, и цепь будет опираться на звездочку торцами боковых пластин… (Недолго будет опираться…)
Заключение.
Расчет звездочки цепной передачи был выполнен в разрезе определения геометрических размеров профиля зубьев, достаточных для выполнения чертежа венца. Допуски на изготовление звездочки следует назначать по Таблице 3 ГОСТ591-69. В справочном приложении к этому ГОСТу есть обширные таблицы с рассчитанными параметрами звездочек для конкретных марок цепей. Часть данных из этих таблиц вы можете использовать для проверки выдаваемых программой в Excel результатов.
Уважающих труд автора прошу скачать файл с расчетной программой после подписки на анонсы статей в окне, размещенном в конце статьи или в окне наверху страницы!