Когда 3D принтеры печатают отверстия, они имеют тенденцию выходить за рамки небольшого размера, даже если линейные размеры объекта являются точными. Есть несколько причин, которые делают отверстия меньше, чем они должны быть, о них мы и поговорим сегодня.
Ошибка огранки
Когда системы CAD преобразуют цилиндры в треугольники, они создают многоугольную призму, поэтому отверстия, представленные в файле STL, являются многоугольниками с вершинами на окружности исходного круга. Это означает, что стороны многоугольника находятся внутри круга, уменьшая его на cos (π / n).
Вам нужно 10 вершин, чтобы уменьшить ошибку до 5% и 22 на 1%. Таким образом, эта ошибка быстро становится маленькой с увеличением n, но это создает другую ошибку:
Сегментная пауза
Когда круг разбивается на множество маленьких сегментов, время запуска для сегмента становится значительным. Reprap в прошлом очень сильно пострадал от этого, и я не уверен, каков текущий статус. Медленная последовательная связь и сложное встроенное программное обеспечение с плавающей точкой добавляют паузы, в которых из сопла может вытекать дополнительная нить.
Я никогда не страдал от пауз, потому что я использую 100-мегабитное соединение Ethernet, которое имеет очень низкую задержку, а данные передаются в бинарном виде и в единицах, в которых работает моя прошивка. Это означает, что никакой дальнейшей обработки не требуется, кроме вычисления того, какая из трех осей должны идти дальше всего. Однако я использую трапецеидальное ускорение на каждом сегменте, поэтому для очень коротких сегментов средняя скорость будет немного ниже.
Усадка дуги
Когда плоская полоса нити изогнута в дугу, внутри кривизны слишком много пластика, а снаружи слишком мало. Это делает внутренний и внешний края меньшего диаметра, чем они должны быть. Адриан вычислил формулу для этого здесь: http://reprap.org/wiki/ArcCompensation. Формула выходит с слишком маленькой цифрой. Я думаю, что есть вторичный эффект:
Угол резки
Когда нить перетаскивают за угол, она любит сокращаться. Это зависит от того, насколько эластична нить и насколько она растягивается. Я думаю, что когда сопло движется по кругу, нить постоянно пытается срезать угол и в итоге образует круг меньшего диаметра. Я думаю, что это доминирующее влияние на мои машины.
Очевидно, что если вы врете слайсеру о том, насколько широкая ваша нить, это сделает отверстия еще меньше, но это всего лишь проблема калибровки.
В идеале все эти эффекты должны быть компенсированы в программном обеспечении для нарезки, но в последнее время произошло то, что люди используют параметрические значения в OpenScad, чтобы настроить величину отверстий, чтобы они выходили прямо на их машины. Это неправильный подход, потому что, когда отверстия выходят меньше, чем они должны быть, без программного обеспечения для резки, компенсирующего это, тогда заполнение не встречает его так плотно, как следовало бы.
Когда я начал печатать детали Prusa Mendel, я обнаружил, что значения в файле конфигурации слишком велики. Я также заметил это при загрузке некоторых проектов из Thingiverse. Это означает, что мои размеры моих отверстий сокращаются меньше, чем у других людей, что странно, потому что все эффекты выше не зависят от выбранного вами принтера, за исключением остановки сегмента.
Некоторые из отверстий в частях Джозефа (Prusa) являются восьмиугольными. Это заставило меня понять, что полигоны с низким числом вершин не уменьшаются. Внутренняя часть отверстия определяется прямыми линиями, и они вытягиваются в правильном месте. Однако происходит то, что углы многоугольника закруглены. Пока многоугольник имеет небольшое количество вершин, углы достаточно далеко от круга, чтобы их можно было закруглять, не воздействуя на него. Идеальное количество вершин — это когда угловая обрезка встречается с кругом.
Я решил исследовать это с помощью OpenScad. Я сделал скрипт, который генерирует отверстия от 1 до 10 мм с количеством вершин от 3 до 8, 10, 16 и 32. Диаметр отверстий увеличивается, чтобы сделать грани многоугольника касательными к круглому отверстию. То есть устранение ошибки огранки путем деления на cos (π / n).
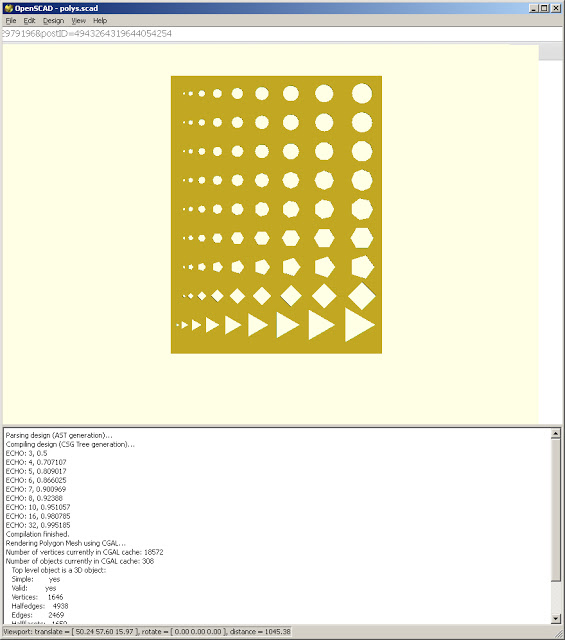
Я напечатал получившуюся форму на HydraRaptor и использовал хвостовики сверла, чтобы измерить размеры отверстий. Это, конечно Не очень точно, так как хвостовики имеют тенденцию быть немного меньше, чем кончик. Я вставил сверла в отверстие с наибольшим количеством вершин, в которое оно поместится.
Возникла закономерность, согласно которой казалось, что максимальное количество вершин, которое вы можете иметь до того, как сужается отверстие, вдвое больше размера отверстия в мм. Единственное сверло, которое я не смог приспособить, было сверлом 1 мм, потому что у вас не может быть многоугольника только с двумя сторонами. Треугольное отверстие «1 мм», по крайней мере, оставляло отверстие, тогда как большее количество полигонов заполняется полностью.
Чтобы проверить это простое правило, я создал новую форму с отверстиями от 1 мм до 10,5 мм с шагом 0,5 мм с числом вершин, равным удвоенному диаметру, и диаметром, увеличенным на cos (π / n).
- Учим принтер печатать окружности, а не многоугольники
- Настройки CURA.Программы для подготовки 3д печати.
- Первый запуск Cura
- Настройка параметров печати
- Вкладка «Основные» настройки
- Вкладка «Продвинутые» настройки
- Дополнительные настройки печати
- Подробные настройки
- Сохранение настроек в файл и восстановление
- Манипуляции на рабочем столе
- Поворот детали по осям
- Изменение габаритных размеров детали
- Отражение детали в плоскостях
- Перед печатью
- Изменяем вид интерфейса
- Изменяем стартовый G-код
Учим принтер печатать окружности, а не многоугольники
Здравствуйте уважаемые мейкеры)
Решил я накануне изучить тему скриптов для слайсинга, благо информации на просторах великого интернета много.
Все эти скрипты в основном: рассчитывают более или менее точное время печати, выводят на экран принтера дополнительную информацию, но почти никак не касаются процесса печати.
И в один прекрасный день я наткнулся на замечательный скрипт «g1tog23», что в переводе на наш «исконно-русский» он переводит (там где нужно) отрезки описанные g-кодом в дуги и окружности.
Авторство скрипта как вы поняли не моё, а сиё чудо принадлежит Алексею Хохлову, за что ему выражаю огромною благодарность. И заранее прошу прощения за плагиат, просто пытаюсь разжевать информацию.
Краткая справка из wiki:
G01 Линейная интерполяция
G02 Круговая интерполяция по часовой стрелке
G03 Круговая интерполяция против часовой стрелки
Это сделано для оптимизации кода ЧПУ обработки, но в бесплатных слайсерах g-code генерируется так что круговая интерполяция не используется, а окружности и дуги описываются отрезками прямых. Знающие люди говорят, что в Кура и Симплифай3д это возможность реализована программно без скриптов, но я эту инфу проверил и был очень сильно разочарован, нигде в трех крупных слайсерах этой возможности не было (прошу сильно не пинаться, если где то ошибся).
Что нам понадобиться:
— Сам скрипт
— Python версии не ниже 2.7
— Slic3r
— Хоть сколько терпения и капельку прямых рук)
И так приступим:
Устанавливаем Python (не забываем установить галочку здесь, иначе придется прописывать вручную)

Скачиваем архив скрипта с репозитория

Затем распаковываем архив, желательно поближе к Python, я обычно распаковываю прямо в папку с питоном
должен получиться путь что-то типа C:/Python27/g1tog23/
Теперь необходимо у файла g1tog23.bat изменить разрешение на g1tog23.cmd
После изменения разрешения открываем блокнотом файл g1tog23.cmd и изменяем строчку
В ней нужно во-первых указать путь до питона у вас на компьютере, во-вторых путь до файла g1tog23.py который находиться после распаковки вместе с файлом g1tog23.cmd.
Завершаем редактирование файла, сохраняемся)
Далее необходимо открыть настройки Sliс3r, у меня это вкладка Print Settings раздел Output options строка Post-processing scripts

Сюда вводим путь до файла g1tog23.cmd.
На этом настройки кончились, сохраняем конфигурацию. И можно приступить к слайсингу.
Ахтунг: после того как вы пропишите скрипт, генерация g-кода будет замедлена.
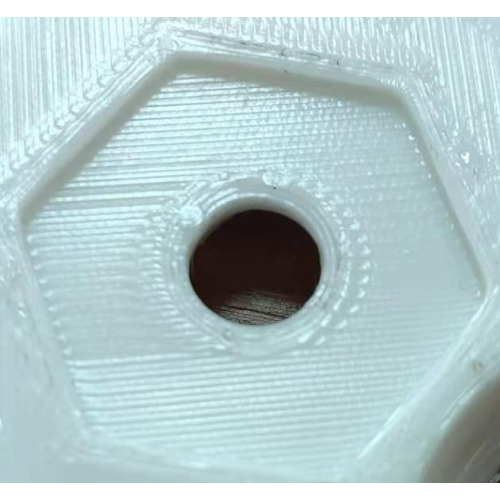
Результат распечатки детали до использования скрипта:

Результат распечатки детали после работы скрипта:

Это мой первый пост, и то информация принадлежит не мне, но я надеюсь что я хоть как то помог)
Подробнее.
Настройки CURA.Программы для подготовки 3д печати.
Cura предназначена для перевода 3D модели в G-код и печати на 3D принтере. Источник
Cura предназначена для перевода 3D модели в G-код и печати на 3D принтере.

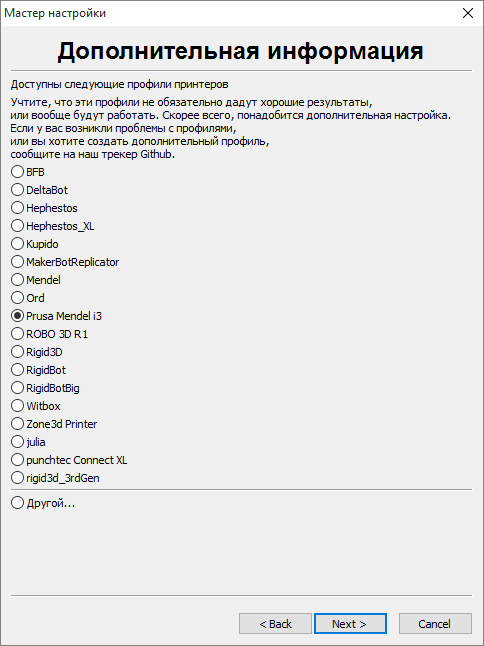
Настройки для 3D принтера Mendel90 и подобных
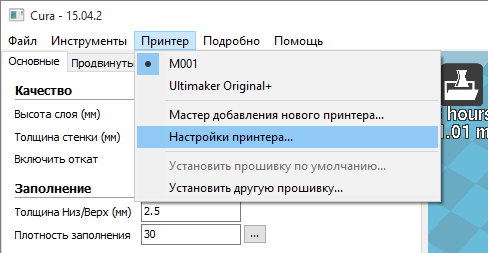
Первый запуск Cura
Выбираем свой 3D принтер 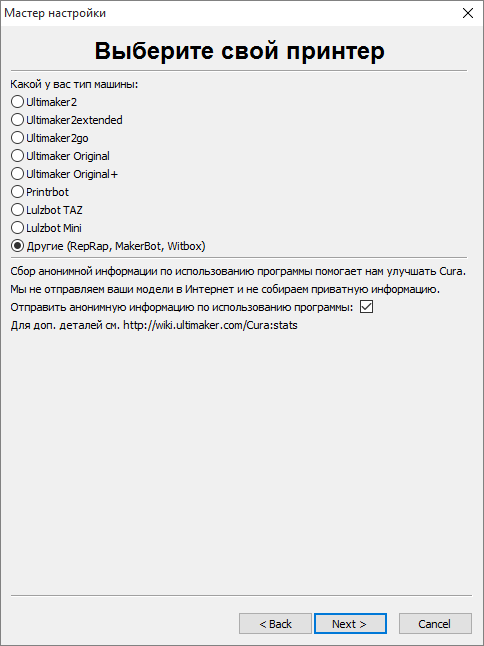
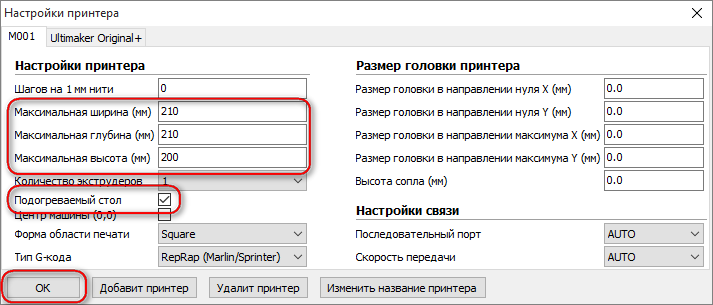
Устанавливаем габариты области печати
Настройка параметров печати
Вкладка «Основные» настройки
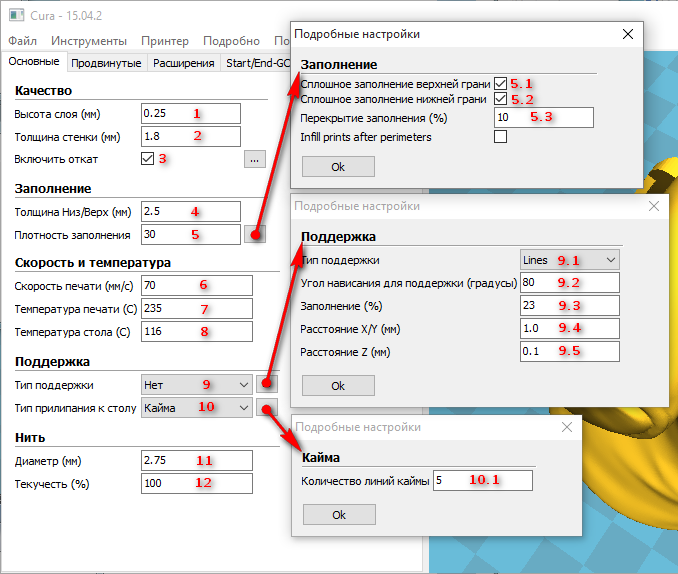
Качество печати
1 – Толщина слоя печати. Зависит от диаметра сопла. Хорошее качество – 1/2 диаметра сопла. Лучшее качество – 1/4 диаметра сопла.
2 – Толщина стенок. Должна быть кратна диаметру сопла. Одинарная стенка – хуже внешний вид, но лучше прочность, если заполнение 100%.
3 – Откат (Ретракт). Всасывание расплава пластика, при переходе на другой островок печати.
Заполнение
4 – Толщина верха и низа детали. Толщина верха влияет если низкий процент заполнения детали и нить сильно провисает. Могут остаться рваные отверстия и торчать застывшие нити пластика.
5 – Процент заполнения детали. Плотность решётки внутри детали. 0% — будет полая деталь. Нужна для прочности и поддержки верхних слоёв.
Скорость и температура
6 – Скорость печати. Учитывается, если не заданы детальные настройки на вкладке «Продвинутые».
7 – Температура сопла. Зависит от типа пластика. ABS 210-270C, PLA 180-210C.
8 – Температура стола. ABS 105-115C. Для PLA 70C на каптоновом скотче и 0С на синем скотче.
Поддержка
9 – Тип поддержки. Поддержка нужна для нависающих и наклонных поверхностей детали для защиты от провисания нитей:
Нет – не использовать поддержку.
От поверхности – поддержка по минимуму.
Везде – поддержка по максимуму.
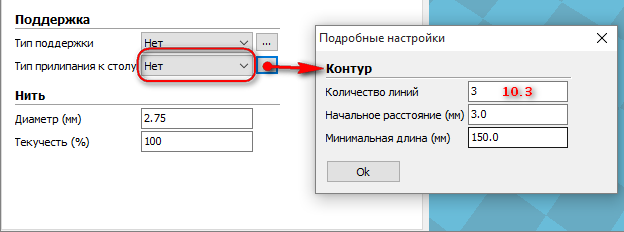
10 – Тип усиления адгезии (прилипания) к столу:
Нет – ничего. Только круги вокруг детали
Кайма – увеличение площади детали для лучшего сцепления со столом и защиты от отлипания углов. Настраивается во вкладке «Продвинутые».
Подложка – решётчатая многослойная подложка под деталь. Используется для деталей с маленькой площадью соприкосновения со столом. Настраивается во вкладке «Продвинутые».
Пруток (филамент, нить)
11 – Диаметр используемого прутка. Нужно замерить штангенциркулем для точности.
12 – Процентное изменение объёма экструзии нити из сопла. Настраивается для каждой катушки пластика индивидуально. Если щели между нитями на заливке — нужно увеличить, если деталь превращается в месиво — нужно уменьшать.
Вкладка «Продвинутые» настройки
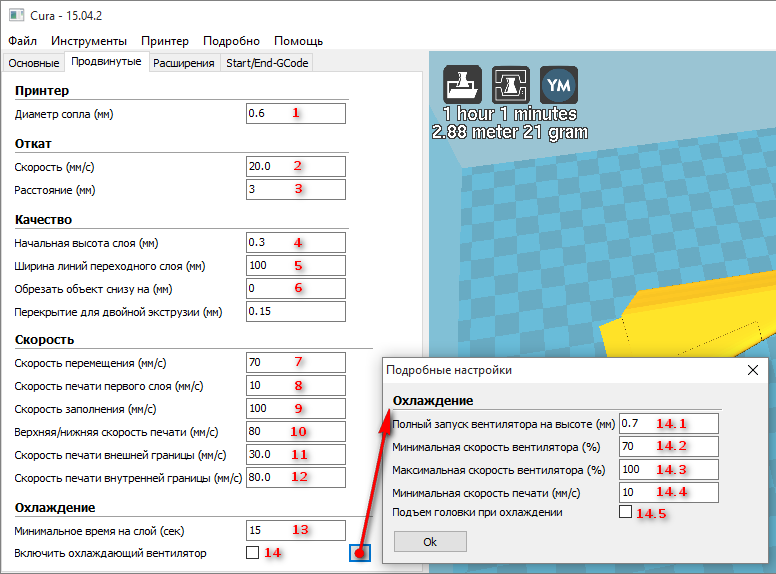
Принтер (Сопло)
1 – Диаметр отверстия сопла
Откат (Ретракт)
2 – Скорость отката прутка. На большой скорости болт экструдера может сорвать слой прутка и потерять сцепление.
3 – Длина ретракта. Если при переходе сопла на следующую часть детали из сопла вытекает нить — нужно увеличить параметр.
Качество (Первый слой)
4 – Толщина первого слоя. Зависит от кривизны стола и диаметра сопла.
5 – Ширина первого слоя в процентах. Влияет на качество адгезии. Выше – лучше. Если на первом слое щели между нитями — нужно добавлять %.
Скорость (Детальная настройка скорости печати)
7 – Скорость холостого перехода, без выдавливания пластика. На холостом переходе может задевать отвердевшие торчащие нити пластика. Минимальная скорость 80 мм/с.
8 – Скорость печати первого слоя. Ниже – лучше. Рекомендуемая скорость 20 мм/с.
9 – Скорость заполнения детали. Можно больше. Обычно 60-120 мм/с.
10 — Уменьшаем скорость для гладкой верхней поверхности.
11 – Скорость печати внешнего контура. При 20 мм/с получается отличное качество поверхности.
12 – Скорость печати внутренних слоёв контура. Средняя между скоростью заполнения и скоростью печати внешнего контура. При большой скорости влияет на качество внешнего контура.
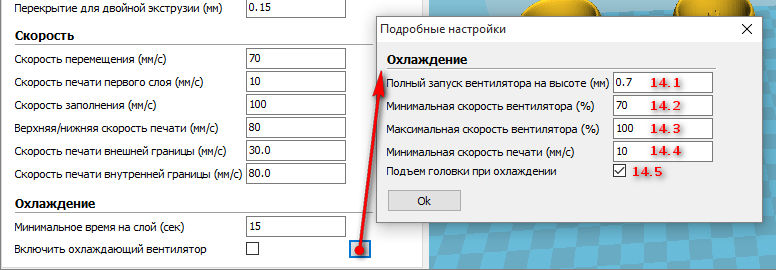
Охлаждение
13 – Минимальное время печати слоя, даёт слою время на охлаждение перед переходом к следующему слою. Если слой будет укладываться слишком быстро, 3D принтер будет снижать скорость укладки, вписываясь в указанное время. Обычно ставлю 20 сек.
14 – Включение вентилятора для охлаждения детали во время печати. Используется только для PLA – подобных пластиков. На ABS ухудшает сцепление слоёв.
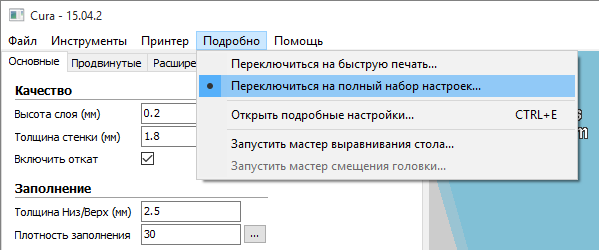
Дополнительные настройки печати
Включение дополнительных настроек
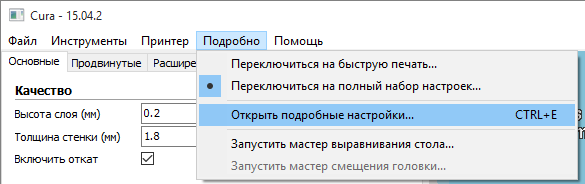
Подробные настройки
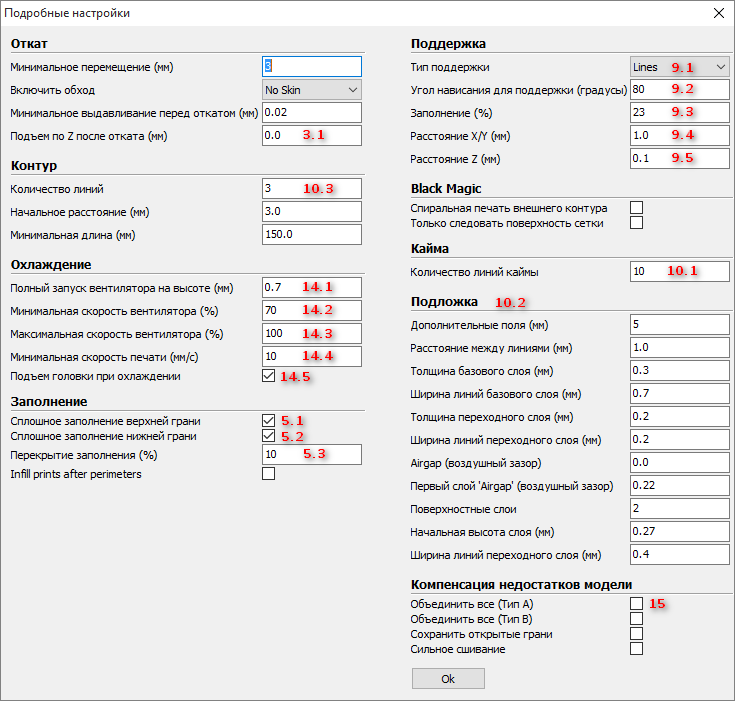
Эти же настройки появляются в мини меню вкладки «Продвинутые»
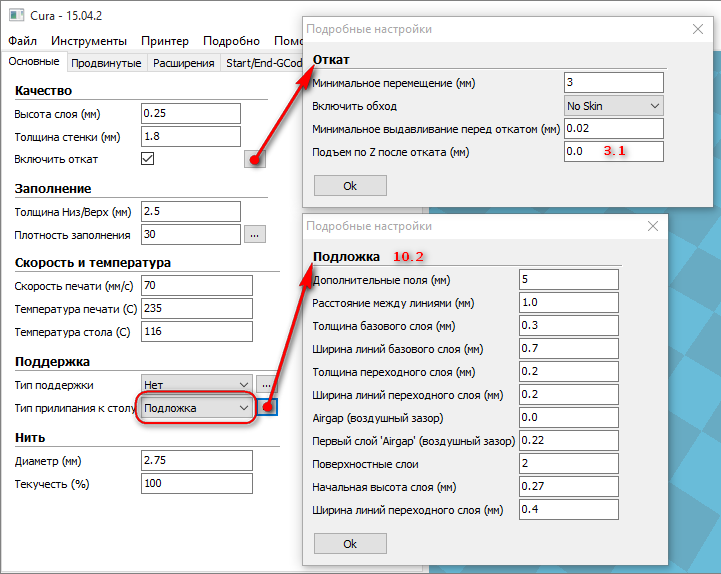
Ретракт — всасывание нити пластика
3.1 — Поднимать сопло над деталью во время ретракта, мм. При перемещении над поверхностью детали, чтобы не задевать застывший пластик.
Контур (Юбка, Skirt) — выдавливание пластика вокруг детали для подготовки сопла к печати детали
10.3 — Количество колец выдавливания пластика вокруг детали.
Охлаждение детали
14.1 — На какой высоте включать охлаждение детали.
14.2 — Минимальная скорость вентилятора охлаждения.
14.3 — Максимальная скорость вентилятора.
14.4 — Ограничение минимальной скорости укладки нити.
14.5 — Отводить сопло от детали для лучшего остывания. Время после которого отводить сопло настраивается в Подробные настройкиОхлаждениеМинимальное время на слой (сек.).
Заливка
5.1 — Делать заливку верхнего слоя. Для печати пустых и открытых деталей (вазы, стаканы).
5.3 — Процент перехлёста нитей. Для лучшего сцепления нитей между ними.
Поддержки
9.1 — Структура поддержек:
Grid — решётка,
Lines — линии. Легче удаляется.
9.2 — Угол наклона поверхности, при котором начинают формироваться поддержки. Ставлю 60 градусов.
9.3 — Плотность структуры поддержек, в процентах.
9.4 — Расстояние от стенок детали до поддержек по осям XY. Чем меньше, тем труднее удалить поддержки.
9.5 — Расстояние от нижней поверхности детали до поддержек по оси Z.
Кайма (Brim) — Увеличение площади соприкосновения детали и стола
10.1 — Ширина поля, в линиях нити.
Подложка (Raft) — нужен для печати деталей с маленькой площадью касания со столом
10.2 — Настройка параметров Raft
Исправление ошибок 3D модели
15 — Автоматическая коррекция некоторых ошибок 3D модели
Дополнительные меню на вкладке «Основные» повторяют настройки из «Подробные» настройки 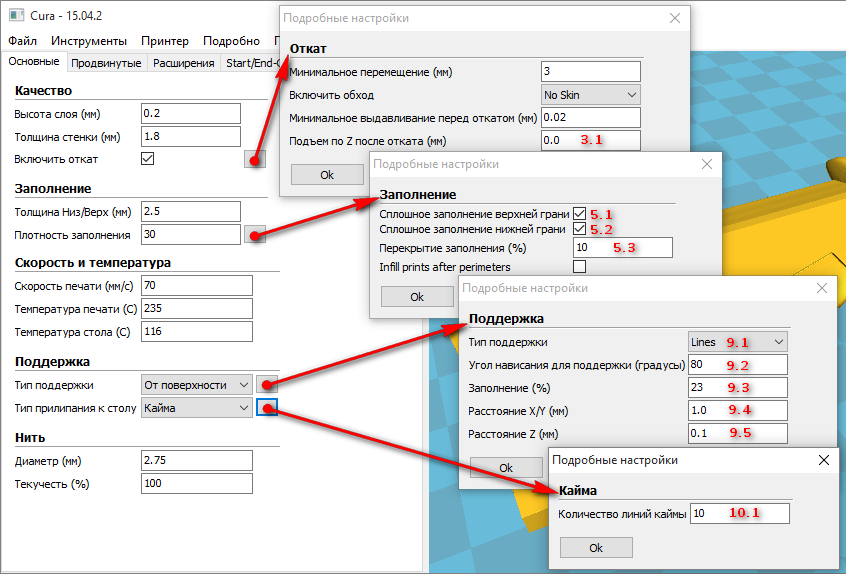
Дополнительная меню на вкладке «Продвинутые» повторяет настройки из «Подробных настроек»
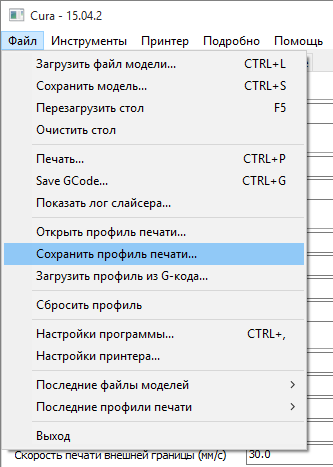
Сохранение настроек в файл и восстановление
Манипуляции на рабочем столе
Окно рабочего стола 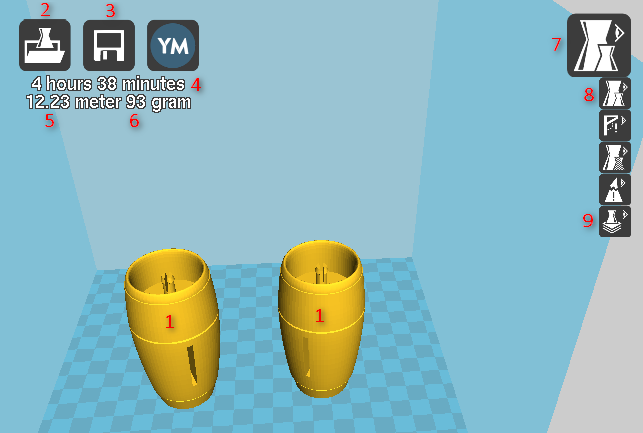
1 — Вид детали на рабочем столе.
2 — Загрузка файла и добавление 3D модели на рабочий стол.
3 — Запуск печати на 3D принтере или сохранение G-кода программы на SD карту или на жёсткий диск, для автономной печати с SD карты.
4 — Расчётное время печати детали.
5 — Расчётная длина прутка для этой детали.
6 — Расчётный вес детали со всеми дополнительными структурами.
7 — Варианты просмотра детали.
8 — Просмотр загруженной 3D модели детали.
9 — Послойный просмотр детали со всеми дополнительными структурами.
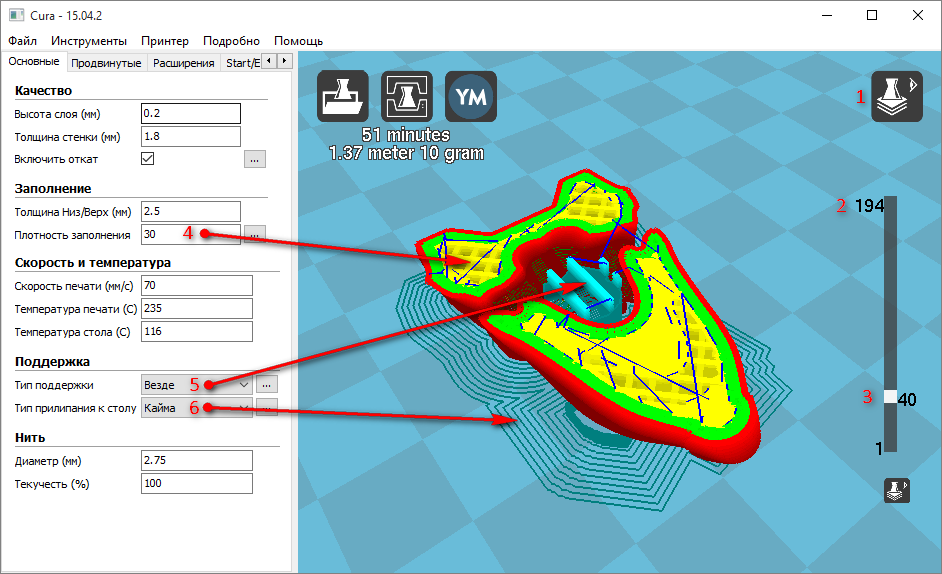
1 — Послойный просмотр детали со всеми дополнительными структурами.
2 — Общее количество слоёв детали.
3 — Просматриваемый слой.
4 — Внутренняя структура заполнения.
5 — Структура поддержек.
6 — Внешний вид юбки, со всеми настройками.
Поворот детали по осям
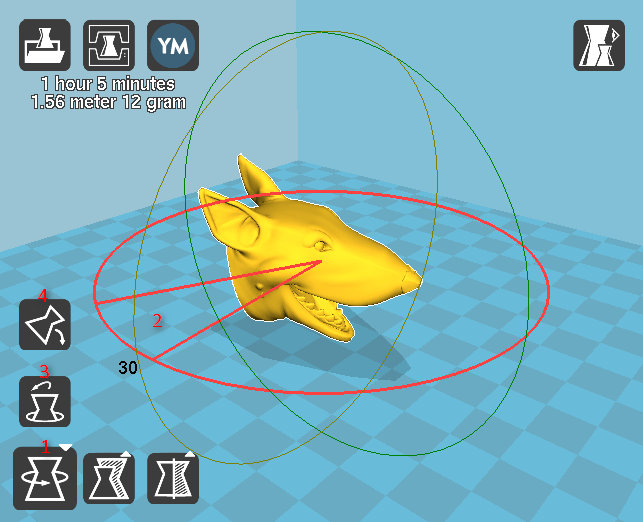
При щелчке левой кнопкой мыши по детали на рабочем столе, в левом нижнем углу появляются пиктограммы:
1 — Поворот детали по оси. Тянем левой кнопкой мыши выбранную ось.
2 — Отображается угол поворота.
3 — Сброс в исходное положение.
4 — Выравнивание нижней плоскости детали, относительно рабочего стола.
Изменение габаритных размеров детали
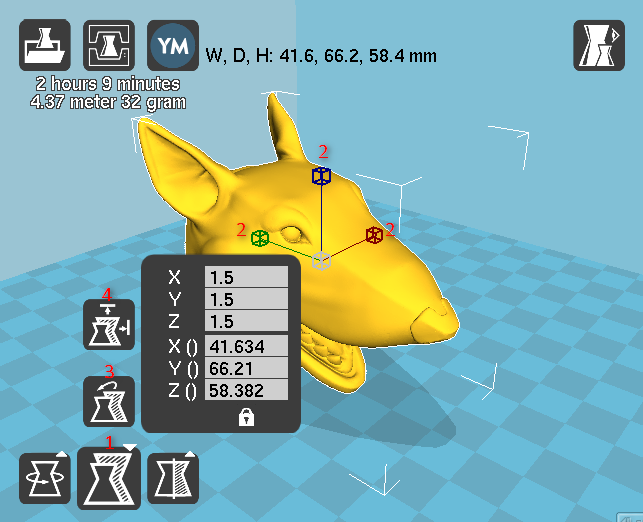
1 — Пиктограмма изменения габаритов.
2 — Тянем с зажатой левой кнопкой мыши, для изменения габаритов детали.
3 — Сброс изменений.
4 — Максимальные габариты.
Отражение детали в плоскостях

Перед печатью
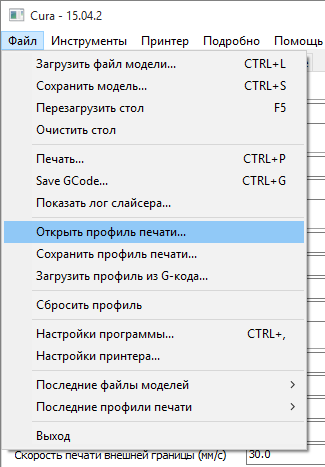
Входим в настройки 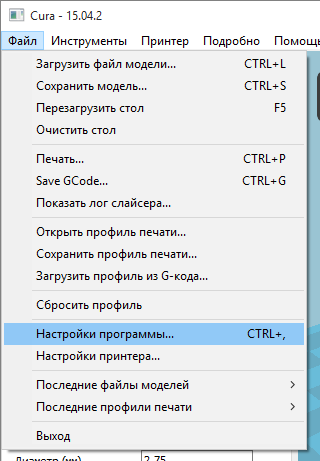
Изменяем вид интерфейса
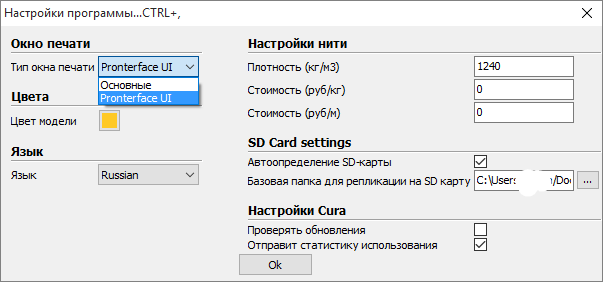
Интерфейс программы Cura в стиле программы Pronterface, во время печати. 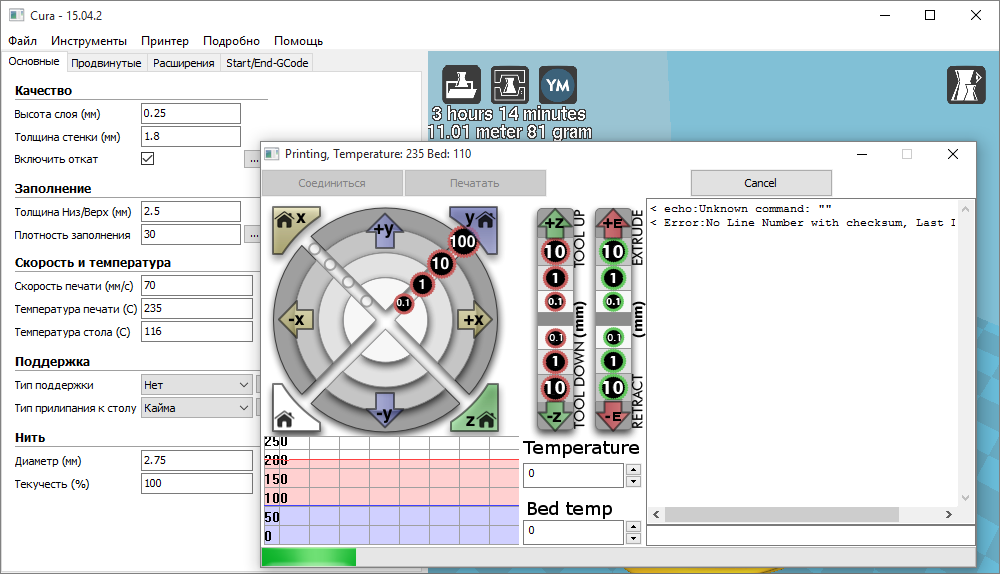
Изменяем стартовый G-код
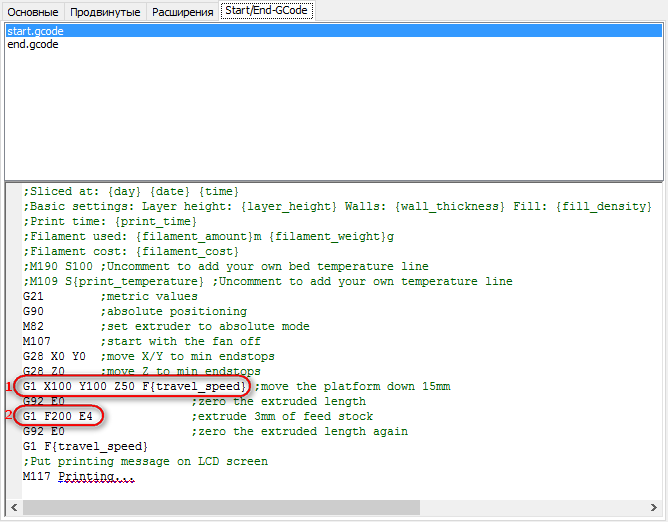
1 — Здесь мы можем поменять координаты XYZ начального выезда сопла над столом
2 — Здесь настраиваем количество выдавливаемого пластика (E). Положительное значение — выдавить, отрицательное — втянуть. Выдавливание нужно для наполнения сопла расплавом перед печатью, чтобы не было пробела в начале печати.
Этот код вставляется в начале каждой программы.